
Трубопровод из полиэтилена высокой плотности (HDPE) с толстыми стенками
Когда говорят про трубопровод из полиэтилена высокой плотности (HDPE) с толстыми стенками, многие сразу думают просто о ?прочной трубе?. Но тут вся суть в деталях — в SDR, в сырье PE100-RC, в условиях прокладки. Частая ошибка — считать, что чем толще стенка, тем автоматически лучше. На деле, неверно подобранный SDR под рабочее давление и грунтовые условия может привести или к перерасходу, или, что хуже, к деформациям. Сам работал на проектах, где заказчик гнался за ?максимальной толщиной?, а потом были проблемы с монтажом стыков в узких траншеях — оборудование для сварки встык не всегда эффективно справляется с очень толстостенными позициями без специального подхода.
Сырье и его нюансы: не весь PE100 одинаков
Беру в пример PE100-RC. Материал с повышенной стойкостью к растрескиванию. Для толстостенных HDPE труб это критически важно, особенно при бестраншейной прокладке или в грунтах с подвижками. Но вот что редко обсуждают: некоторые марки сырья, хоть и имеют сертификат PE100, при большой толщине стенки могут проявлять анизотропию свойств — прочность по окружности и вдоль оси трубы немного различается из-за ориентации молекулярных цепей при экструзии. На глаз этого не видно, но при длительных циклических нагрузках может сыграть роль. Поэтому мы всегда запрашиваем у производителя не просто сертификат, а полные протоколы испытаний именно на толстостенных образцах.
Кстати, о производителях. Сейчас на рынке много предложений, но для ответственных проектов, особенно в ЖКХ или промышленности, важно стабильное качество партии. Видел, как у одного подрядчика трубы от непроверенного поставщика дали разброс по толщине стенки в пределах одной бухты — проблемы со сваркой пошли сразу. Поэтому часто обращаем внимание на компании с полным циклом контроля, вроде ООО Хэбэй Аньдуань Технологии Индастриз. У них, судя по описанию на https://www.andgsm.ru, ассортимент включает полный спектр труб и фитингов из PE и PVC, а наличие 30 производственных линий косвенно говорит о возможности выпускать большие объемы с контролем консистенции. Для толстостенных труб это важно — технология экструзии должна быть отлажена до мелочей.
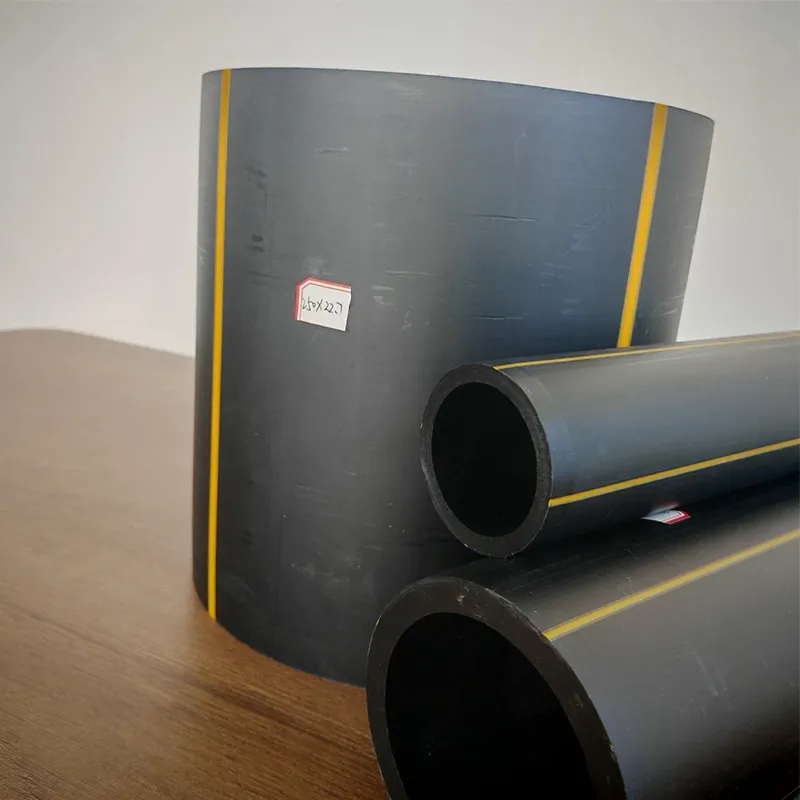
Возвращаясь к сырью. Еще один практический момент — цветовая маркировка. Синие полосы для питьевой воды, желтые для газа. Но для толстостенных труб, особенно большого диаметра (например, от 800 мм и выше), которые часто идут на технические или промышленные линии, цвет может быть черным без полос. И здесь важно не перепутать с трубами из вторичного сырья. Настоящий первичный PE100 даже в черном исполнении имеет ровный, глубокий цвет и гладкую, слегка глянцевую поверхность среза. Помню случай, когда на объекте привезли ?толстостенку? по привлекательной цене — срез был матовым, с мелкими вкраплениями. Отказались, позже выяснилось, что это была смесь с регранулятом, не предназначенная для давления.
Расчет и подбор SDR: где теория встречается с практикой
SDR (Standard Dimension Ratio) — это отношение наружного диаметра к толщине стенки. Для толстостенных труб обычно рассматривают SDR11, SDR17, иногда SDR9 для очень высоких давлений. Формулы расчета по ГОСТу или ISO есть у всех, но жизнь вносит коррективы. Например, по расчету для напорного коллектора с рабочим давлением 10 атм и диаметром 400 мм подходит SDR17. Но если трасса проходит под дорогой с интенсивным движением фур, добавляем коэффициент безопасности и, возможно, уже смотрим на SDR11, плюс рассматриваем вариант с защитным кожухом. Это увеличивает бюджет, но страхует от рисков.
А вот с бестраншейными технологиями, такими как ГНБ (горизонтально-направленное бурение), история особая. Труба во время протяжки испытывает растягивающие и изгибающие нагрузки. Толстая стенка — это хорошо для кольцевой жесткости, но материал должен иметь высокое относительное удлинение при разрыве. Здесь как раз и shines PE100-RC. Но и SDR нужно выбирать аккуратно: слишком толстая стенка (малый SDR) может сделать трубу излишне жесткой на изгиб, усложнив протяжку по криволинейной трассе. Опытным путем для ГНБ часто выбирают золотую середину — SDR11 или SDR13.6, если позволяет давление.
Был у меня проект по перекладке изношенного стального водовода методом релайнинга. Там использовалась толстостенная HDPE труба SDR11 диаметром 315 мм. Расчетное давление было с запасом, но главной задачей было обеспечить плавное втягивание в старую рубашку с множеством поворотов. Пришлось дополнительно проверять минимальный радиус изгиба для конкретной марки трубы от производителя — он может отличаться на 10-15% от теоретического в зависимости от технологии охлаждения экструдера. В итоге, прошли успешно, но подготовительная работа с расчетами заняла неделю.
Сварка толстостенных труб: искусство и наука
Это, пожалуй, самый ответственный этап. Сварка встык для толстостенных труб — не то же самое, что для тонкостенных. Главные параметры: температура нагревательной плиты, давление осадки и время. Для стенок толщиной, скажем, от 30 мм и выше, требуется тщательный прогрев по всей толщине, но без перегрева поверхностных слоев. Оборудование должно быть мощным, с точной гидравликой. Частая ошибка новичков — выставить стандартные параметры для данного диаметра, забыв скорректировать их именно для большой толщины стенки. В итоге получается непровар в середине сечения или, наоборот, грат (наплыв) внутри трубы слишком большой, что сужает проход.
На одной из строек наблюдал, как бригада пыталась варить встык толстостенную трубу SDR11, диаметром 500 мм на морозе, около -15°C. Параметры не скорректировали, торопились. Визуально шов получился неплохим, но при гидравлических испытаниях дал течь по границе сплавления. Пришлось вырезать участок. Вывод — окружающая температура кардинально влияет на время остывания и кристаллизацию шва. Для толстых стенок этот эффект выражен сильнее. Теперь всегда настаиваю на тепляках или, как минимум, на ветрозащитных экранах при работе в холодное время года.
Еще про фитинги. Для ремонта или ответвлений от магистрали из трубопровода из полиэтилена высокой плотности (HDPE) с толстыми стенками часто используют седловые отводы, привариваемые электромуфтовой сваркой. Но здесь есть тонкость: толщина стенки седла должна быть сопоставима с толщиной стенки магистрали, иначе возникнет концентрация напряжений. Мы обычно заказывали такие фитинги у того же производителя, что и трубы, чтобы гарантировать идентичность материала. Компании, которые, как ООО Хэбэй Аньдуань Технологии Индастриз, производят полный спектр фитингов, здесь имеют преимущество — совместимость по материалу и термическим характеристикам практически гарантирована.
Укладка и защита: что не написано в инструкции
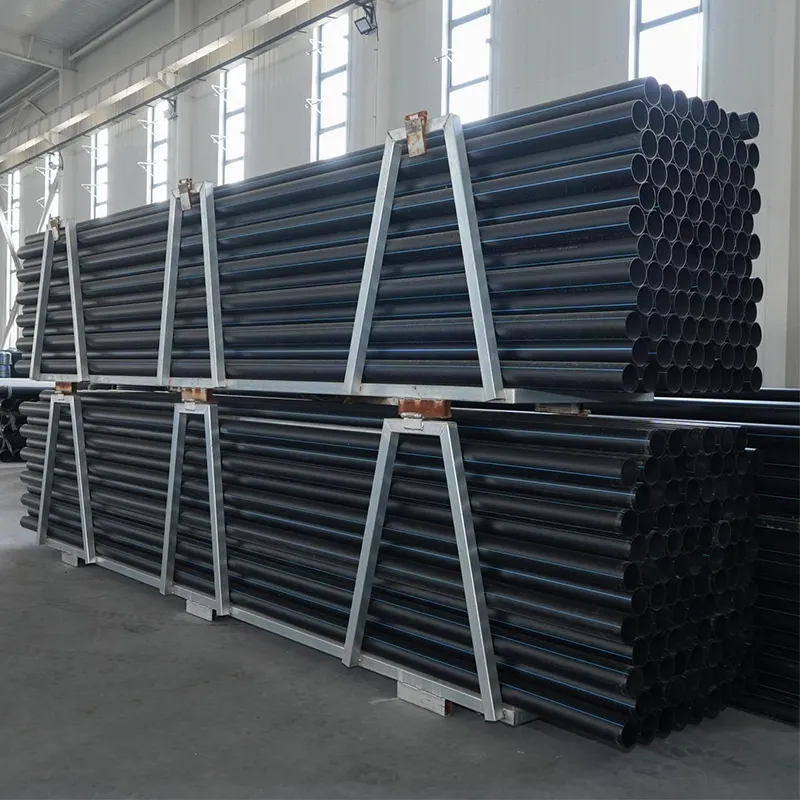
Уложить трубу в траншею — кажется, что проще? Но с толстостенными трубами большого диаметра свои сложности. Во-первых, вес. Краны и манипуляторы должны иметь соответствующий запас грузоподъемности. Во-вторых, подготовка основания. Песчаная подушка — обязательно. Но ее толщина и уплотнение для тяжелой толстостенной трубы должны быть такими, чтобы не было точечных нагрузок. Видел, как из-за камня на дне траншеи, не убранного вовремя, через полгода на трубе диаметром 630 мм появилась вмятина. К счастью, не критичная, но все же.
Засыпка. Грунт обратной засыпки не должен содержать крупных, острых включений. Для толстостенных труб это, может, и не так фатально, как для тонкостенных, но при динамических нагрузках (вибрация от дороги) острый камень может со временем начать ?работать? на истирание. Рекомендуют песок или песчано-гравийную смесь без крупных фракций. И послойное уплотнение, но не непосредственно у стенок трубы — чтобы не создавать точечного давления. Лучше сначала присыпать трубу мягким грунтом на 15-20 см без трамбовки, а потом уже уплотнять.
Про защиту от ультрафиолета. Черные трубы с сажевым пигментом устойчивы, но если монтаж затягивается, и трубы лежат на солнце месяцами, даже толстостенные могут немного изменить геометрию (солнечный нагрев). Поэтому стараемся планировать логистику так, чтобы труба с завода, например, с того же andgsm.ru, приходила максимально близко к началу монтажа. Если складировать неизбежно, то под навесом или с укрытием брезентом.
Контроль качества: от приёмки до испытаний
Первое — визуальный осмотр и замеры при приёмке. Штангенциркуль — лучший друг. Замеряем толщину стенки в нескольких точках по окружности, особенно для труб большого диаметра. Допуски есть в ГОСТах, но если отклонения на грани, лучше поднять вопрос с поставщиком сразу. Также смотрим на овальность — для толстостенных труб она обычно минимальна, но если есть, могут быть сложности со центровкой при сварке встык.
Обязательный этап — испытания на стройплощадке. Гидравлические испытания проводят давлением, обычно в 1.5 раза превышающим рабочее. Для толстостенных труб важно выдержать давление не только на время, указанное в нормативах, но и понаблюдать за поведением трассы. Иногда полезно делать ступенчатое повышение давления, особенно на длинных участках. Это позволяет выявить потенциально слабые места. Один раз таким образом обнаружили микротечь не в сварном шве, а в теле трубы — оказался производственный дефект, раковина. Хорошо, что до ввода в эксплуатацию.
И последнее — документация. Паспорта на трубы, сертификаты на сырье, протоколы сварки, акты испытаний. Для систем, где используется толстостенный HDPE трубопровод, это архиважно. При сдаче объекта проверяющие органы смотрят на это очень внимательно. Наличие у производителя, такого как упомянутая компания, статуса национального высокотехнологичного предприятия, специализирующегося на исследованиях и разработках, может упростить этот процесс — их документы обычно не вызывают лишних вопросов у экспертов. В конце концов, надежность трубопровода — это сумма мелочей: от молекулы полиэтилена до качества уплотнения грунта в траншее.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Водопроводная труба из модифицированного высокоударопрочного PVC-M
Водопроводная труба из модифицированного высокоударопрочного PVC-M -
 Усиленная труба для прокладки кабелей из MPP
Усиленная труба для прокладки кабелей из MPP -
 Огнестойкая шахтная труба из ПНД
Огнестойкая шахтная труба из ПНД -
 Труба из HDPE со спирально-навивной конструкцией стенки (тип «Кра»)
Труба из HDPE со спирально-навивной конструкцией стенки (тип «Кра») -
 Промышленные композитные трубы
Промышленные композитные трубы -
 Садовые/муниципальные ирригационные трубы
Садовые/муниципальные ирригационные трубы -
 Огнестойкая гофрированная электромонтажная труба из MPP
Огнестойкая гофрированная электромонтажная труба из MPP -
 Двухслойная гофрированная труба из HDPE
Двухслойная гофрированная труба из HDPE -
 Муниципальная труба для ливневой и хозяйственно-бытовой канализации
Муниципальная труба для ливневой и хозяйственно-бытовой канализации -
 Двухслойная гофрированная труба из ПНД для силовых кабелей
Двухслойная гофрированная труба из ПНД для силовых кабелей -
 Прокладочные трубы из ПНД со сплошной стенкой
Прокладочные трубы из ПНД со сплошной стенкой -
 Муниципальная силовая труба из ПНД
Муниципальная силовая труба из ПНД
Связанный поиск
Связанный поиск- Трубопровод из полиэтилена высокой плотности (HDPE) с толстыми стенками
- Труба из HDPE с армированием стальной сеткой
- Соединительные детали для труб из двуосноориентированного PVC-O
- труба без раструба pvc u
- трубы полиэтиленовые канализационные
- Муниципальные газопроводные трубы
- Бухта специальная для газовых труб из HDPE
- Термостойкая композитная труба из полиэтилена
- труба pvc клеевая pn10
- Композитная труба на основе HDPE марки PE100









