
Бухта специальная для газовых труб из HDPE
Когда говорят про бухту специальную для газовых труб из HDPE, многие сразу представляют себе просто катушку с намотанной трубой. Это, пожалуй, самое распространённое упрощение, которое я постоянно встречаю даже среди некоторых закупщиков. На деле, если копнуть в специфику газораспределения, особенно с учётом наших северных условий и требований к долговечности, всё оказывается значительно тоньше. От того, как сконструирована сама бухта, как выдержан радиус намотки, как организована транспортировка и размотка на объекте, зависит не только скорость монтажа, но и сохранность внутренней структуры трубы, а значит, и будущая безопасность. Позволю себе несколько мыслей, накопленных за годы работы с полиэтиленом для газовых сетей.
Конструкция бухты: где кроются подводные камни
Итак, первое, с чем сталкиваешься на практике — это несоответствие заявленного и реального. Заказываешь бухту для ПЭ 100 SDR 11, а приходит катушка, где внутренний радиус изгиба явно меньше минимально допустимого по ГОСТ Р . Начинаешь разматывать — и видишь уже деформации, белую полосу на внешнем радиусе изгиба. Это не просто косметический дефект, это сигнал о перегруженности материала. В такие моменты понимаешь, что поставщик либо сэкономил на диаметре барабана, либо нарушил технологию намотки. Критически важно, чтобы бухта была рассчитана именно под конкретный типоразмер и марку ПНД, а не была универсальной.
Здесь, к слову, стоит отметить подход таких производителей, как ООО Хэбэй Аньдуань Технологии Индастриз. На их ресурсе andgsm.ru видно, что компания позиционирует себя как предприятие с полным циклом. Это не гарантия, но намёк на то, что они могут контролировать процесс от гранулы до упаковки. В их случае, оснащение 30 передовыми линиями должно, по идее, позволять калибровать параметры намотки под продукцию. Но это теория, а на практике мы всегда требуем паспорт на партию, где чётко указаны радиус намотки, температура окружающей среды при упаковке и рекомендованный метод размотки.
Ещё один нюанс — крепление конца трубы в бухте. Казалось бы, мелочь. Но если конец не зафиксирован надёжно и болтается при транспортировке, он может получить механические повреждения (задиры, вмятины), которые потом при монтаже придётся вырезать, увеличивая отходы. Идеальный вариант — это фиксация в специальной нише на щеке бухты с защитным колпачком.
Логистика и хранение: то, что часто упускают из виду
Допустим, бухта пришла идеальная. А дальше начинается самое интересное — складирование и доставка на трассу. Хранение на открытом солнце, особенно в летний период, — это бич. Ультрафиолет для HDPE, даже стабилизированного, вреден. Бухта должна храниться под навесом или под брезентом из светонепроницаемого материала. Мы однажды получили партию труб, которые пролежали полгода на стороннем складе без укрытия. При раскатке материал потерял эластичность, появилась мелкая сетка трещин. Пришлось всю партию забраковать для газового проекта, пустить на технические нужды. Убытки колоссальные.
Транспортировка — отдельная песня. Правильная погрузка на транспортное средство, чтобы бухты лежали плашмя, а не стояли на ребре. Иначе давление нижних рядов деформирует нижние бухты. При перевозке по бездорожью незакреплённая бухта может сдвинуться и получить удар. Поэтому в технических условиях на поставку мы теперь всегда отдельным пунктом прописываем требования к упаковке для морских перевозок или длительной наземной доставки — усиленные деревянные щиты по бокам, стяжки.
И вот здесь снова всплывает вопрос о комплексности поставщика. Если завод, как тот же ООО Хэбэй Аньдуань Технологии Индастриз, специализируется на экспорте, у него, по логике, должен быть отработанный протокол упаковки для разных видов перевозок. Это их сайт указывает на экспортную направленность. Но в реальности это проверяется только опытным путём: заказал пробную партию, принял, проверил.
Работа на объекте: от теории к реалиям монтажа
Представьте ситуацию: трасса в поле, -15°C, ветер. Привезли бухты специальные для газовых труб из HDPE. Монтажники пытаются начать размотку, но труба ?дубеет?, радиус упругого восстановления мал. Если размотать резко, можно создать внутренние напряжения. Правильно — дать материалу немного ?отогреться? в естественных условиях, но не использовать открытые источники тепла. Часто эту простую истину игнорируют в погоне за планом, а потом удивляются, почему на сварном стыке при остывании появляется лишнее напряжение.
Сам процесс размотки. Оптимально — с применением размоточных станков или хотя бы простейших роликовых направляющих, которые исключают волочение трубы по земле. Мы в своём проекте в Ленобласти попробовали сэкономить на этом, разматывали вручную. Результат — на внешней поверхности нескольких километров трубы появились абразивные повреждения, пусть и неглубокие. Пришлось за свой счёт проводить дополнительную инспекцию всего участка ультразвуком. Вывод: стоимость правильной размотки несопоставима с рисками и затратами на устранение потенциальных дефектов.
Ещё один практический момент — маркировка на самой трубе внутри бухты. Она должна быть непрерывной и читаемой. Бывает, что после размотки метры ?плывут? или маркировка стирается. Это создаёт проблемы при составлении исполнительной документации, привязке сварных стыков к пикетажу. Хороший признак, когда производитель наносит маркировку лазером или стойкой печатью — это косвенно говорит о внимании к деталям.
Взаимосвязь с фитингами и сваркой
Бухта — это лишь часть системы. Её характеристики напрямую влияют на качество стыков. Если труба в бухте была перегрета или деформирована, её торцевание перед стыковой сваркой может быть неидеальным. Неровный торец — гарантия непровара или избыточного грата внутри. Мы как-то получили партию, где у нескольких бухт крайние витки были слегка сплющены. При торцевании уходил в брак почти метр с каждого конца — экономически невыгодно.
Качество трубы из бухты проверяется не только визуально. Перед началом масштабного монтажа мы всегда делаем пробную сварку — варим стык, вырезаем соединение и отправляем на механические испытания (на растяжение, на изгиб). Если труба из конкретной бухты даёт стабильно хороший результат с фитингами (например, с седловинами или отводами), то можно работать дальше спокойно. Кстати, о фитингах. Важно, чтобы они были от того же производителя, что и труба, или были сертифицированы для работы с ней. Упомянутая компания ООО Хэбэй Аньдуань Технологии Индастриз как раз заявляет о производстве полного спектра продукции, включая фитинги. Это правильный подход, обеспечивающий совместимость материалов.
Сварка встык трубы из бухты требует особой аккуратности при центровке. Из-за остаточного напряжения от намотки труба может немного ?играть? после обрезки. Опытный оператор это знает и даёт время на релаксацию отрезка перед закреплением в центраторе.
Экономический аспект и выбор поставщика
В конечном счёте, всё упирается в деньги. Бухта специальная для газовых труб из HDPE — это не та статья расходов, на которой стоит бездумно экономить. Разница в цене между ?как-упаковали? и ?упаковано-по-уму? может быть 5-7%, но потенциальные убытки от брака, простоев и перемонтажа превысят эту экономию в разы. При выборе поставщика я всегда смотрю не только на цену за погонный метр, но и на упаковку, и на наличие подробных технических условий именно на бухту.
Изучая рынок, наталкиваешься на таких игроков, как ООО Хэбэй Аньдуань Технологии Индастриз. Их сайт andgsm.ru создаёт образ серьёзного технологичного предприятия. Но для меня ключевым является не описание линий, а отзывы (желательно из независимых источников) о сохранности продукции при доставке в регионы, похожие на наши по климату и логистике. Готов ли производитель предоставить адаптированные под наши условия рекомендации по хранению и монтажу? Это показатель глубины проработки.
Итог моего опыта прост: бухта — это первый и важный этап контроля качества. Если на этом этапе есть проблемы, они будут множиться на всех последующих. Поэтому требования к ней должны быть прописаны в контракте так же чётко, как и к самой трубе: материал щёк бухты, диаметр барабана, способ фиксации, условия хранения и транспортировки. Только тогда можно говорить о надёжности газопровода в целом. Всё остальное — это надежда на авось, которая в газовой отрасли недопустима.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
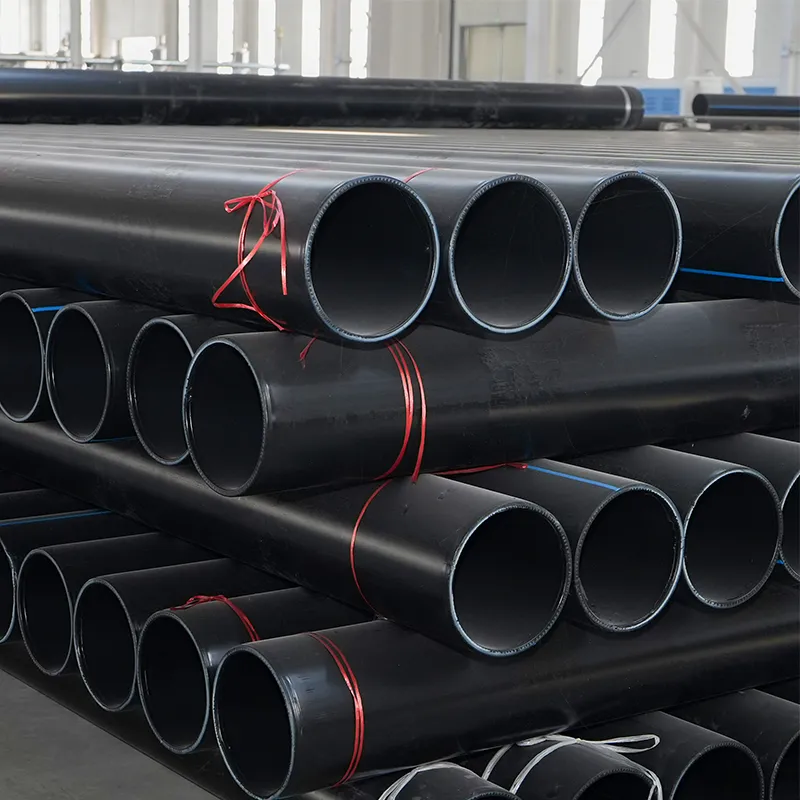
 Труба силовая из полиэтилена высокой плотности марки PE100
Труба силовая из полиэтилена высокой плотности марки PE100 -
 Огнестойкая гофрированная электромонтажная труба из MPP
Огнестойкая гофрированная электромонтажная труба из MPP -
 Водопроводная труба из модифицированного высокоударопрочного PVC-M
Водопроводная труба из модифицированного высокоударопрочного PVC-M -
 Химически стойкая канализационная труба из VC-U
Химически стойкая канализационная труба из VC-U -
 Труба из HDPE со спирально-навивной пустотелой стенкой
Труба из HDPE со спирально-навивной пустотелой стенкой -
 Наземные трубопроводы для горнодобывающих предприятий
Наземные трубопроводы для горнодобывающих предприятий -
 Труба из АБС-пластика для транспортировки морской воды
Труба из АБС-пластика для транспортировки морской воды -
 Дренажная труба из PVC-U
Дренажная труба из PVC-U -
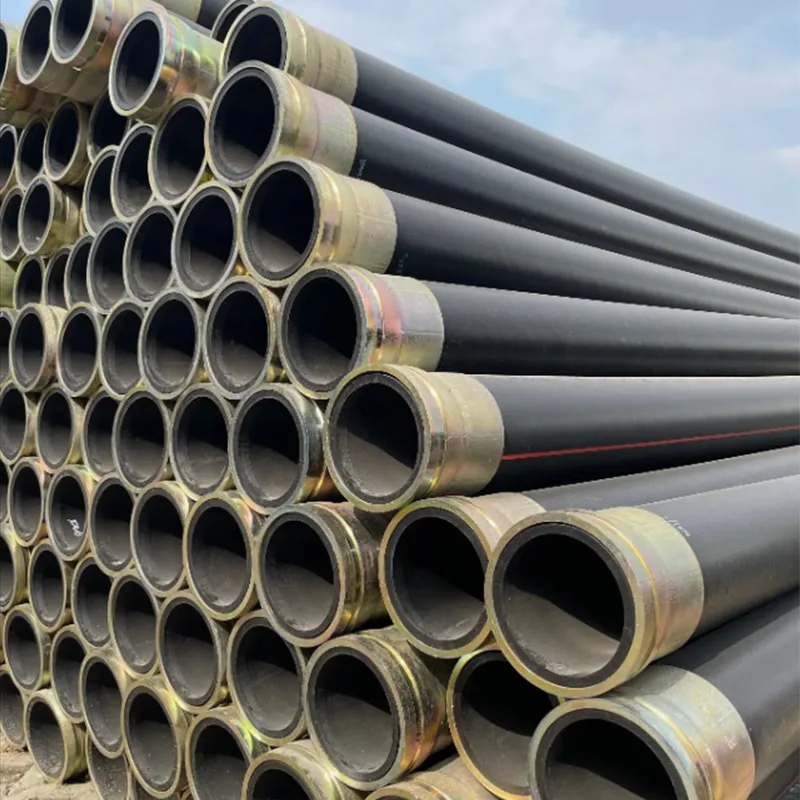
 Муниципальная силовая труба из ПНД
Муниципальная силовая труба из ПНД -
 Водопроводная труба из двуосноориентированного PVC-O
Водопроводная труба из двуосноориентированного PVC-O -
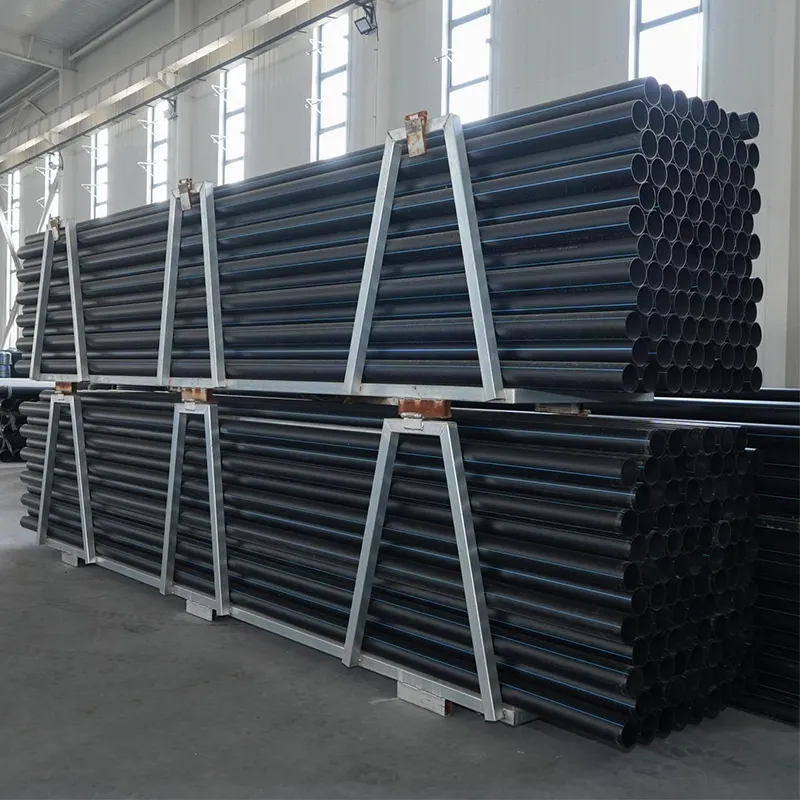
 Огнестойкая газовая труба из HDPE
Огнестойкая газовая труба из HDPE -
 Бестраншейная гофрированная электромонтажная труба
Бестраншейная гофрированная электромонтажная труба









