
Химически стойкая труба марки PE100
Когда говорят про химически стойкие трубы из PE100, многие сразу думают про агрессивные стоки на заводе или кислоты. Но это только часть картины. На деле, стойкость — это не просто марка полиэтилена, это комплекс: и сам материал, и структура стенки, и даже способ монтажа. Частая ошибка — считать, что любая труба PE100 автоматически подходит для химии. Это не так. PE100 — это класс минимальной длительной прочности, 10 МПа при 20°C за 50 лет. А химическая стойкость — это уже про конкретные реагенты, концентрации, температуры и время контакта. Вот тут и начинаются нюансы, которые видишь только на практике.
Не просто PE100: в чём подвох?
Берём стандартную трубу для водопровода из PE100. Она отлично держит давление, но если пустить по ней, скажем, концентрированный раствор гипохлорита натрия, то через пару лет можно получить хрупкие участки и течь. Почему? Потому что при производстве для общих целей могут использоваться стабилизаторы и добавки, не рассчитанные на постоянный контакт с сильными окислителями. Для истинно химически стойкой модификации нужен специальный композит сырья — тот же PE100, но с пакетом добавок, замедляющих деструкцию под действием конкретных химикатов. Это не всегда прописано в сертификате, это нужно уточнять у производителя, смотреть протоколы испытаний на конкретные среды.
Я сталкивался с проектом, где для дренажа условно чистых вод взяли обычную PE100. Потом в систему попали стоки с остатками растворителей от промывки оборудования. Никто не придал значения. Через год — локальные вздутия, потеря кольцевой жёсткости. Оказалось, что труба не была рассчитана на этот конкретный углеводород. Пришлось перекладывать участок. Урок: ?стойкость? должна быть не абстрактной, а под конкретную задачу. Хорошие производители, вроде ООО Хэбэй Аньдуань Технологии Индастриз, часто имеют линейки именно для агрессивных сред и предоставляют таблицы стойкости. На их сайте andgsm.ru можно увидеть, что они как раз позиционируются как специалисты по полному спектру, включая решения для сложных условий.
Ещё момент — толщина стенки. Для химических сред часто берут с запасом. Не только из-за давления, а из-за возможного поверхностного воздействия. Если есть риск даже незначительной диффузии или коррозионно-механического износа (абразивные частицы в химикате), то стандартная SDR может не подойти. Приходится пересчитывать, иногда переходить на следующую серию давлений. Это увеличивает стоимость, но продлевает жизнь системе в разы.
Сварка и фитинги: где рвётся слабое звено
Самая надёжная труба может быть испорчена плохим монтажом. С химически стойкими трубопроводами это критично. Электромуфтовая сварка — казалось бы, всё просто. Но если торцы трубы были загрязнены, скажем, той же химией с предыдущего участка, или на них попала пыль с высокой адсорбцией, то шов получится неоднородным. Это точка будущего протекания. Мы всегда перед сваркой тщательно протирали торцы спиртом (не растворителем, который может повредить полимер!) и следили за чистотой нагревательных элементов.
Фитинги — отдельная история. Они должны быть из того же, а лучше — из ещё более стойкого материала, что и труба. Бывает, что трубу ставят химически стойкую, а отводы или тройники — стандартные из PE80 или даже сомнительного происхождения. В узлах соединения создаются механические напряжения, и химическая атака там идёт быстрее. Компании, которые производят полный цикл, как та же ООО Хэбэй Аньдуань Технологии Индастриз, выигрывают здесь. У них и трубы, и фитинги из одной партии сырья, с одинаковым пакетом добавок. Это гарантирует однородность системы. На их сайте видно, что они делают акцент на полном спектре продукции, а это для монтажника — большое удобство и надёжность.
Личный опыт: на одном из объектов по транспортировке щелочных растворов мы использовали систему от одного производителя, но фитинги пришлось докупать на месте, другого бренда. Через три года первые течи появились именно на стыках. При вскрытии было видно, что материал фитинга потемнел и стал более хрупким, в то время как сама труба была в норме. Вывод — система должна быть единой.
Температура и время: два неочевидных врага
Все таблицы химической стойкости даны для комнатной температуры. Но в реальности температура среды может быть и 40, и 60°C. А с ростом температуры на 10°C скорость химических реакций, в том числе и деструкции полимера, может вырастать в 2-3 раза. То, что выдерживает 20 лет при 20°C, может деградировать за 5 лет при 50°C. Это нужно обязательно учитывать. Для горячих химических сред иногда лучше смотреть в сторону CPVC, но если нужна именно полиэтиленовая система, то требуется очень тщательный подбор марки PE100 с термостабилизаторами.
Время контакта тоже важно. Труба, рассчитанная на постоянный поток агрессивной среды, может не подойти для циклического режима ?заполнение-дренирование-простой?. В периоды простоя возможна концентрировка остатков реагентов, испарение, образование более агрессивных паров. Для таких случаев мы рекомендовали проектировать уклон для полного опорожнения и промывки нейтральной средой.
Был случай на небольшом химическом производстве: труба для сброса отработанной кислоты работала в штатном режиме. Но во время планового останова производства её не промыли. Остатки кислоты, нагревшись от солнца в летний день, буквально ?проели? внутреннюю поверхность в верхней части трубы, создав продольную трещину. Визуально снаружи всё было цело, а внутри — разрушение. После этого мы всегда настаивали на регламенте промывки для всех химических линий.
Проверка и испытания: доверяй, но наблюдай
Никакие сертификаты не заменят собственных проверок, если объём проекта того стоит. Мы для одного крупного заказа запросили у поставщика, компании ООО Хэбэй Аньдуань Технологии Индастриз, образцы труб. Не просто для осмотра, а для проведения своих натурных испытаний. Заливали в отрезки трубы целевой реагент, выдерживали при повышенной температуре, потом проверяли на разрыв и делали ИК-спектроскопию, чтобы увидеть изменения в структуре полимера. Это дорого и долго, но для ответственного объекта — необходимо. Результаты совпали с заявленными, что в итоге и определило выбор поставщика.
На что ещё смотреть при приёмке? На однородность окраски (если труба цветная), на отсутствие полос, свилей, посторонних включений в стенке. Это может говорить о нарушениях в процессе экструзии. Для химически стойких труб даже мелкая неоднородность — потенциальное место начала разрушения. Также важно проверять маркировку: не только диаметр и SDR, но и указание на стандарт, возможно, специальную маркировку для химической стойкости (не все производители её наносят, но это хороший тон).
И конечно, паспорт. В нём должны быть не только механические характеристики, но и ссылка на отчёт о испытаниях на химическую стойкость. Лучше, если испытания проводились по международным методам, например, ISO 4437 или аналогичным. Это даёт хоть какую-то базу для сравнения.
Итог: комплексный подход вместо поиска волшебной марки
Так что же такое химически стойкая труба PE100? Это не просто продукт с определёнными цифрами в паспорте. Это система, включающая правильный выбор сырья и добавок, контроль производства, грамотный подбор типоразмера (SDR), использование совместимых фитингов от того же производителя, квалифицированный монтаж и понимание реальных условий эксплуатации. Слепо доверять только маркировке PE100 нельзя.
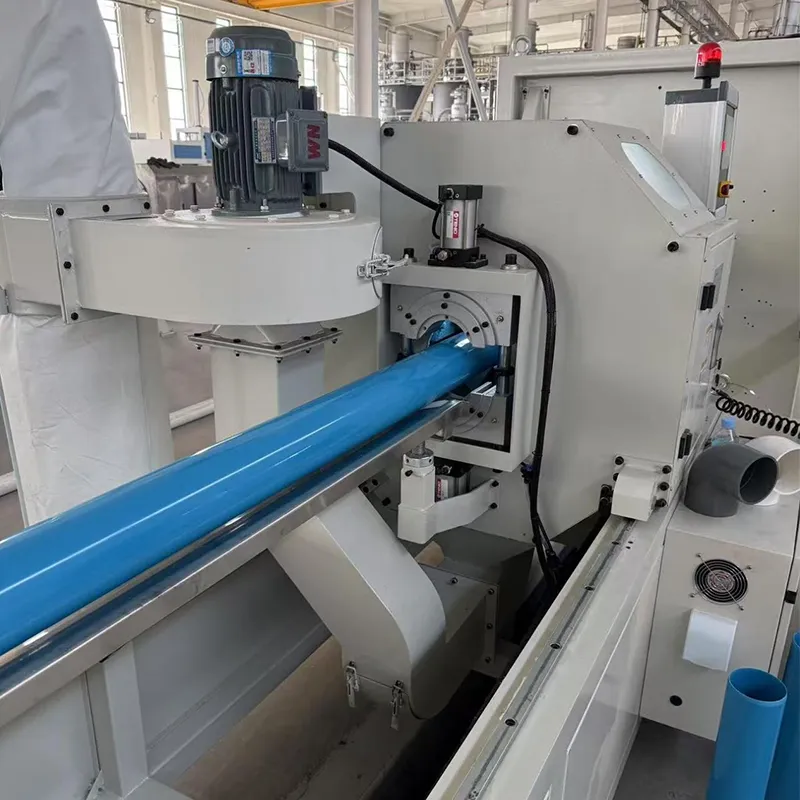
Сейчас на рынке есть серьёзные игроки, которые закрывают этот комплекс. Например, ООО Хэбэй Аньдуань Технологии Индастриз, с их 30 производственными линиями и акцентом на полный спектр продукции, от PE до CPVC. Их подход, судя по информации на andgsm.ru, как раз подразумевает глубокую проработку спецификаций под разные категории задач, включая химически агрессивные среды. Для инженера или закупщика это важно — иметь одного ответственного поставщика для всей системы.
В конце концов, надёжность трубопровода для химии — это вопрос не только экономии на метре трубы, а минимизации рисков остановки производства, аварий и экологических проблем. И здесь мелочей не бывает. Лучше один раз потратить время на подбор и испытания, чем потом постоянно латать систему или, что хуже, ликвидировать последствия прорыва. Опыт, в том числе и негативный, учит именно этому.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Дренажная труба из HDPE класса кольцевой жёсткости SN12,5
Дренажная труба из HDPE класса кольцевой жёсткости SN12,5 -
 Двухслойная труба с осевыми пустотами в стенке из PVC
Двухслойная труба с осевыми пустотами в стенке из PVC -
 Труба для бестраншейной прокладки кабеля из ПНД
Труба для бестраншейной прокладки кабеля из ПНД -
 Труба из АБС со сплошной стенкой
Труба из АБС со сплошной стенкой -
 Труба для телекоммуникационных кабелей из двуосноориентированного PVC-О
Труба для телекоммуникационных кабелей из двуосноориентированного PVC-О -
 Решетчатая труба из PVC
Решетчатая труба из PVC -
 Труба для телекоммуникационных кабелей из UPVC
Труба для телекоммуникационных кабелей из UPVC -
 Труба для орошения из полиэтилена марки PE100
Труба для орошения из полиэтилена марки PE100 -
 Сельскохозяйственные ирригационные трубы
Сельскохозяйственные ирригационные трубы -
 Труба химически стойкая усиленная с утолщённой стенкой из ПНД
Труба химически стойкая усиленная с утолщённой стенкой из ПНД -
 Газовая труба из HDPE со сплошной стенкой
Газовая труба из HDPE со сплошной стенкой -
 Промышленные композитные трубы
Промышленные композитные трубы
Связанный поиск
Связанный поиск- труба pvc клеевая pn10
- Санитарная водопроводная труба из ABS
- Стандарты на трубы из двуосноориентированного PVC-O
- Газовая труба ПЭ 100
- Армированная стальной сеткой полиэтиленовая труба для отвода метана в угольных шахтах(SSPE-KW)
- Коррозионностойкая труба из двуосноориентированного PVC-O
- pvc фитинги трубы
- труба гофрированная hdpe
- Огнестойкая гофрированная электромонтажная труба из MPP
- Силовая труба из MPP









