
Газовая труба ПЭ 100
Когда говорят 'газовая труба ПЭ 100', многие сразу представляют себе просто черный полиэтиленовый рукав. Но это поверхностно. На деле, за этой маркировкой скрывается целая история — от сырья и технологии сварки до правил укладки в траншею, которые не всегда очевидны даже опытным монтажникам. Частая ошибка — считать, что раз труба ПЭ 100, то можно брать любую, лишь бы диаметр подошел. А ведь есть нюансы по SDR, рабочему давлению, стойкости к растрескиванию под напряжением, и, что критично, — по сертификации именно для газораспределительных сетей. Не всякая труба с маркировкой ПЭ 100 подойдет для газа, даже если внешне не отличишь. Вот об этих подводных камнях и хочется порассуждать, исходя из того, что приходилось видеть и делать самому.
Сырье и маркировка: где кроется разница
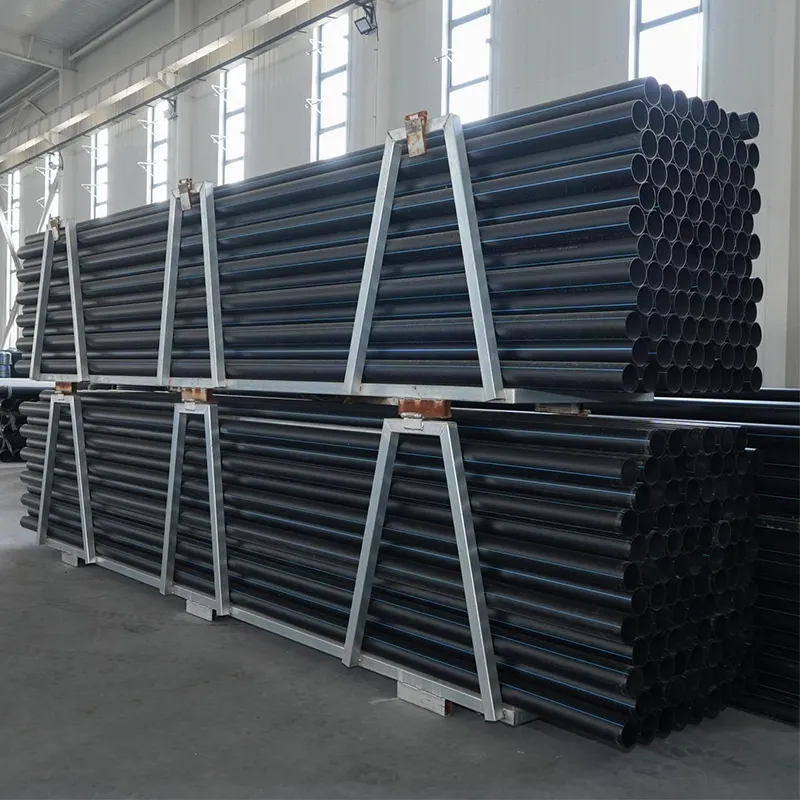
ПЭ 100 — это не химическая формула, а минимальная требуемая прочность (MRS) в 10 МПа. Но производители используют разные марки полиэтилена, и это влияет на поведение трубы в долгосрочной перспективе. Например, для газовых труб часто применяют ПЭ 100 RC — материал с повышенной стойкостью к медленному распространению трещин. Видел, как на складе лежали две катушки: одна — для технической воды, другая — для газа. По цветным полосам (желтая для газа) видно, но внутри — разное сырье. Если пустить 'негазовую' трубу в сеть, риски возрастают, хотя кратковременные испытания давлением она может и пройти.
Здесь стоит отметить, что не все поставщики четко разделяют продукцию по назначению. Встречал случаи, когда подрядчики, пытаясь сэкономить, использовали для газовых вводов трубы, предназначенные для водоснабжения, аргументируя это тем, что 'ПЭ 100 он и в Африке ПЭ 100'. Это грубейшая ошибка. Для газовых систем требуется строгое соответствие ГОСТ Р или аналогичным стандартам, что подтверждается сертификатами. Кстати, у ООО Хэбэй Аньдуань Технологии Индастриз (https://www.andgsm.ru) в ассортименте как раз есть специализированные газовые трубы ПЭ 100, что видно по описанию продукции на их сайте — они позиционируются как предприятие с полным циклом производства, что для меня, как специалиста, является важным признаком потенциальной надежности поставщика.
При приемке материала всегда смотрю не только на полосы, но и на маркировку, нанесенную с заданным шагом: должно быть указано 'ГАЗ', тип полиэтилена (ПЭ 100), SDR, диаметр, номинальное давление (например, PN 6 или PN 10), стандарт и, конечно, номер партии. Отсутствие четкой маркировки — первый красный флаг.
Сварка в полевых условиях: теория против практики
Стыковая сварка для газовых труб — операция, которую доверяют только аттестованным специалистам. Но и здесь есть нюансы. Инструкция требует определенной температуры нагрева, времени оплавления и давления осадки. Однако зимой при -20°C и летом при +35°C поведение материала разное. Помню один проект под Казанью, где зимние сварные стыки позже, при весенней диагностике, показали чуть более высокий процент неоднородности на ультразвуковом контроле. Пришлось разбираться. Оказалось, что монтажники не до конца выдерживали время остывания стыка под давлением, торопились, потому что мерзли. Труба-то одна — Газовая труба ПЭ 100, а человеческий фактор вносит коррективы.
Электромуфтовая сварка кажется проще, но и она коварна. Код сварки, нанесенный на муфту, должен правильно считываться аппаратом. Бывало, что из-за грязи или царапин аппарат не мог прочитать код и переходил в универсальный режим, что не гарантирует идеального результата. Всегда заставляю бригаду протирать контактные площадки и проверять считывание кода перед началом работ.
И еще один момент — хранение и подготовка торцов. Труба, пролежавшая на солнце, и труба из прохладного склада будут по-разному плавиться. Про банальную зачистку торцов от окисленного слоя специальным скребком и говорить нечего — это святое, но почему-то некоторые 'профессионалы' ленятся это делать, особенно если торцы кажутся чистыми на глаз.
Укладка и балластировка: что не пишут в учебниках
В проекте всегда есть раздел по балластировке — утяжелению трубы в траншее, чтобы она не всплывала при высоком уровне грунтовых вод. Стандартно — это бетонные плиты или пригрузы. Но на практике, особенно в стесненных условиях города, бывает сложно аккуратно уложить тяжелую плиту, не повредив оболочку трубы. Видел, как использовали мешки с песко-цементной смесью, которые укладывали по бокам трубы. Спорное решение, но в той ситуации сработало. Главное — обеспечить равномерную поддержку и исключить точечные нагрузки.
Глубина заложения — еще один камень преткновения. По нормам — не менее 1-1.2 метра до верха трубы. Но при пересечении с другими коммуникациями или на каменистом грунте выдержать эту глубину не всегда получается. Приходится искать компромисс: либо делать дополнительное защитное футлярование, либо согласовывать отступление от проекта. Бездумно закапывать мельче — нельзя, это прямая угроза безопасности.
И про песчаную подушку. Казалось бы, чего проще — отсыпать и пролить. Но если песок грязный, с глиной или органикой, со временем он может дать усадку или агрессивно воздействовать на оболочку трубы. Контролирую качество песка на глаз и на ощупь — это тот случай, где опыт заменяет лабораторный анализ.
Контроль и диагностика: после того, как закопали
Самое страшное — это дефект, который остался незамеченным и был засыпан грунтом. Поэтому поэтапный приемки траншеи — обязательна. Визуальный осмотр сварных швов, проверка на целостность оболочки, испытание давлением (опрессовка) — все это делается до обратной засыпки. Испытательное давление для газовых труб ПЭ 100, как правило, в 1.5 раза выше рабочего. Выдерживается оно несколько часов, и здесь важно следить не только за падением давления по манометру, но и за температурой окружающего воздуха, которая влияет на давление в замкнутом объеме.
После ввода в эксплуатацию в дело вступает периодическая диагностика. Внутритрубная дефектоскопия 'интеллектуальным поршнем' — дорогое, но очень эффективное мероприятие. Планировать ее нужно еще на этапе проектирования, чтобы были плавные повороты и установлены ловушки для поршня. К сожалению, на старых участках сети, где смонтированы трубы разных лет, запустить такой поршень бывает невозможно физически.
Еще один метод — акустическое обследование на предмет утечек. Современные детекторы чувствительны, но и они могут давать ложные срабатывания из-за фонового шума или близко расположенных других коммуникаций. Интерпретация данных — это всегда анализ и опыт.
Мысли о поставщиках и качестве в долгосрочной перспективе
Работая с разными материалами, пришел к выводу, что стабильность качества от партии к партии — это главный признак хорошего производителя. Когда труба имеет одинаковые характеристики по округлости, толщине стенки и цвету полосы, это облегчает монтаж и дает уверенность. Крупные предприятия, такие как упомянутое ООО Хэбэй Аньдуань Технологии Индастриз, которое заявляет о 30 современных производственных линиях и полном спектре продукции, включая трубы и фитинги для различных категорий, теоретически могут обеспечить такой стабильный уровень. Ключевое слово — 'могут'. На практике нужно запрашивать паспорта и протоколы испытаний на каждую партию, лично или через службу снабжения.
Сейчас на рынке много предложений, но для газовых сетей нельзя руководствоваться только ценой за погонный метр. Дешевая труба может быть сделана из вторичного сырья или с нарушениями технологии, что выльется в проблемы через 5-10 лет, когда закончится гарантия и начнется медленное растрескивание. Экономия на материале — это потенциальные огромные затраты на аварийный ремонт и, что страшнее, риски для людей.
В итоге, Газовая труба ПЭ 100 — это не просто товар из каталога. Это сложное инженерное изделие, чья надежность складывается из трех вещей: качественного сырья от ответственного производителя, неукоснительного соблюдения технологии монтажа и грамотной эксплуатации с регулярным контролем. Упустить что-то одно — значит поставить под сомнение всю систему. И когда видишь аккуратно уложенную желтую полосу в траншее, понимаешь, что за ней стоит не просто метраж, а целая цепочка решений и ответственности.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты-
 Сельскохозяйственные ирригационные трубы
Сельскохозяйственные ирригационные трубы -
 Силиконизированная ПНД-труба для информационных сетей
Силиконизированная ПНД-труба для информационных сетей -
 Муниципальная силовая труба из ПНД
Муниципальная силовая труба из ПНД -
 Промышленная/строительная силовая труба из ПНД
Промышленная/строительная силовая труба из ПНД -
 Решетчатая труба из PVC
Решетчатая труба из PVC -
 Газовая труба из HDPE со сплошной стенкой
Газовая труба из HDPE со сплошной стенкой -
 Труба силовая из полиэтилена высокой плотности марки PE100
Труба силовая из полиэтилена высокой плотности марки PE100 -
 Труба для прямозакладываемой прокладки кабелей из MPP (стандартная)
Труба для прямозакладываемой прокладки кабелей из MPP (стандартная) -
 Прокладочные трубы из ПНД со сплошной стенкой
Прокладочные трубы из ПНД со сплошной стенкой -
 Огнестойкая шахтная труба из ПНД
Огнестойкая шахтная труба из ПНД -
 Промышленные композитные трубы
Промышленные композитные трубы -
 Бестраншейная проходная/протяжная труба из MPP
Бестраншейная проходная/протяжная труба из MPP
Связанный поиск
Связанный поиск- Монтаж труб из двуосноориентированного PVC-O
- трубы полиэтиленовые канализационные тк 110 пнд
- Дренажная труба из PVC-U
- Труба из ПЭ 100 (полиэтилена PE100)
- Труба PVC-O для орошения в сельском хозяйстве
- клей для труб пвх pvc u
- труба нпвх pvc напорная клеевая
- Дренажная труба из HDPE с монолитной стенкой
- Решетчатая труба из PVC
- Труба PVC-O для напорной канализации









