
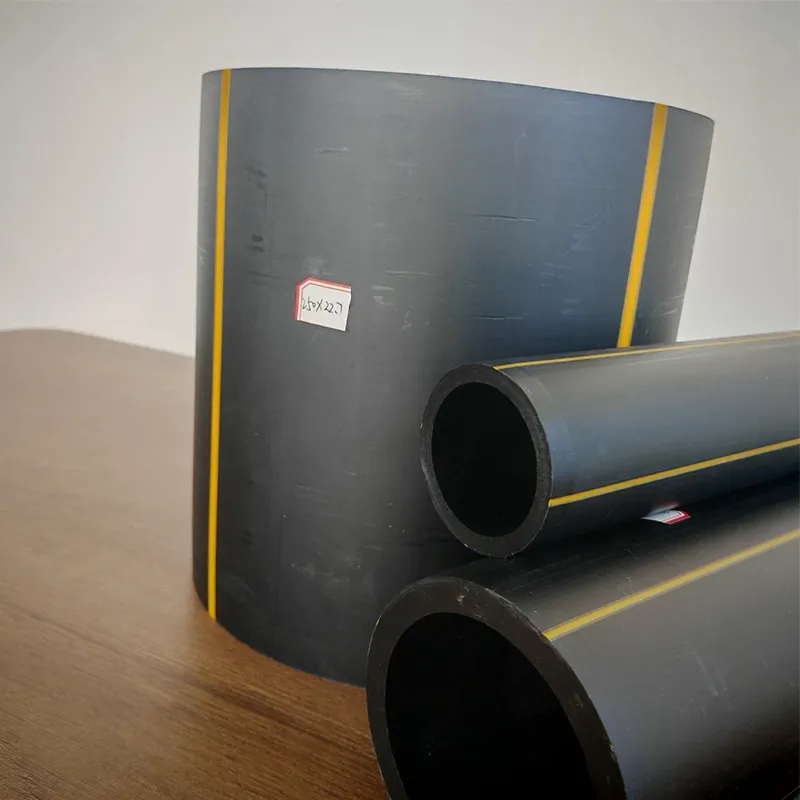
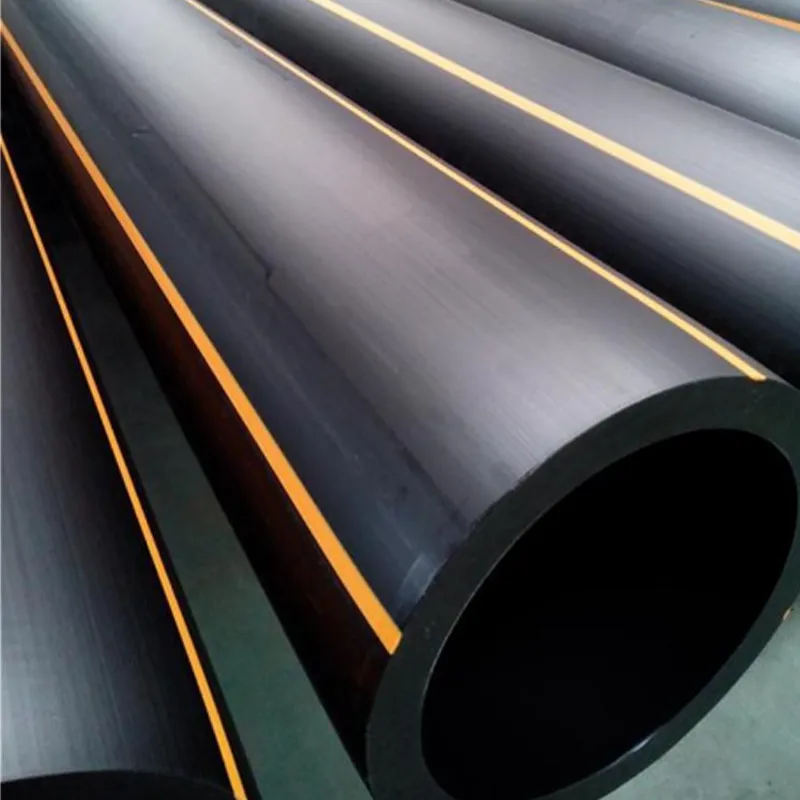
Промышленная труба ПЭ 100
Когда говорят ?ПЭ 100?, многие сразу представляют просто черную трубу для воды или газа. Но в промышленном масштабе — это целая история с массой нюансов, которые не написаны в стандартах ГОСТ или ISO. Работая с проектами, особенно для химических производств или магистральных сетей, понимаешь, что ключевое здесь — не сам материал, а его поведение в системе. И часто ошибки начинаются именно с этого упрощенного взгляда.
Что скрывается за маркировкой ПЭ 100?
ПЭ 100 — это минимальная требуемая прочность (MRS) в 10 МПа. Но на практике, при выборе для конкретного проекта, смотришь не только на эту цифру. Важен коэффициент запаса прочности (C), который определяется областью применения. Для газопровода он один, для напорной канализации — другой. И вот здесь уже начинается диалог с производителем, потому что не каждый готов предоставить полный пакет документов, подтверждающих долгосрочную прочность именно для твоих условий — скажем, при постоянной транспортировке агрессивных сред при +40°C.
Один из ключевых моментов, который часто упускают из виду — стойкость к медленному распространению трещин (SCR). Для наземной прокладки в условиях перепадов температур и механических нагрузок этот параметр может быть важнее, чем номинальное давление. Видел случаи, когда труба, идеально выдерживающая гидроиспытания, через несколько лет давала течь именно по этой причине — микротрещина от монтажного зажима пошла в рост.
Именно поэтому мы в свое время обратили внимание на продукцию ООО Хэбэй Аньдуань Технологии Индастриз. На их сайте andgsm.ru указано, что они специализируются на исследованиях и производстве полного спектра полиэтиленовых труб. Для нас было важно, что они позиционируют себя как предприятие с полным циклом — от разработки до экспорта. Это часто означает более жесткий контроль сырья. В нашем случае для проекта обвязки резервуарного парка требовалась труба, стойкая к конкретным углеводородам. Стандартный ПЭ 100 не всегда подходит, нужны были модификации.
Монтаж: где теория расходится с практикой
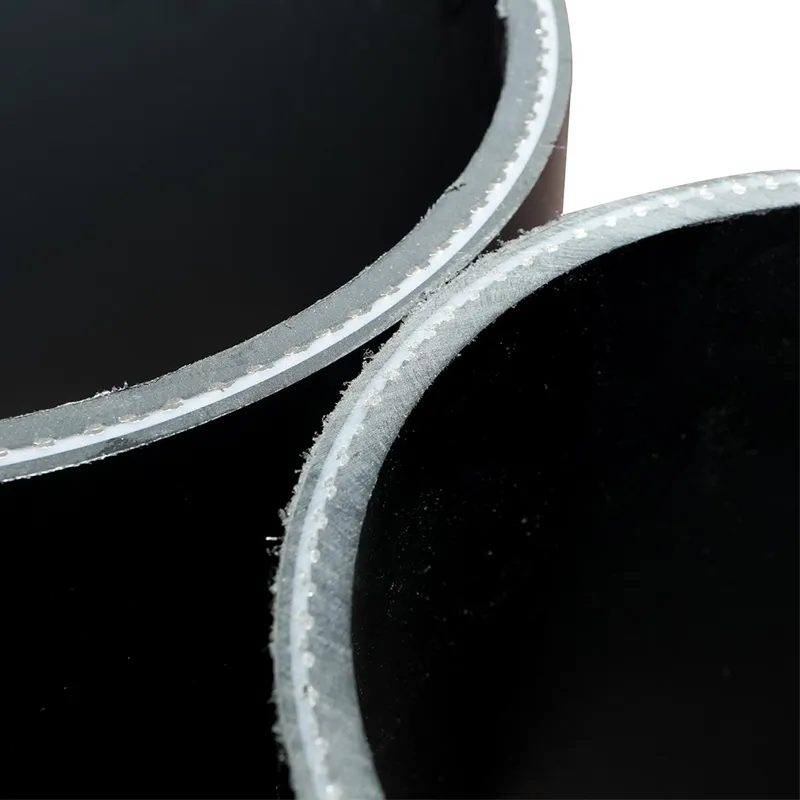
Все читали про стыковую сварку и электромуфтовую. Но в полевых условиях, особенно зимой, теория летит в тартарары. Главный враг — конденсат и пыль. Даже микроскопический слой влаги на торце перед сваркой гарантирует непропай и будущий дефект. У нас был прецедент на строительстве технологического трубопровода: визуально шов идеальный, испытания давлением прошел, а через полгода — течь. Разрезали — внутри в зоне сплавления видна была тончайшая темная полоска, это и была окисленная пленка от неидеальной зачистки.
Второй момент — температура сварочного зеркала. Производители дают диапазон, например, 210±10°C. Но для труб большого диаметра, от 400 мм и выше, особенно с толстой стенкой, нижняя граница — это риск. Материал не успевает перейти в нужное вязкотекучее состояние по всему сечению. Лучше работать на верхнем пределе, но без перегрева, иначе полимер ?подгорит?, теряя прочность. Это чувство приходит только с опытом — по запаху, по виду оплавленной кромки.
Здесь опять же возвращаешься к вопросу о поставщике. Когда компания, как та же ООО Хэбэй Аньдуань Технологии Индастриз, заявляет о 30 передовых линиях, это намекает на стабильность параметров экструзии. А стабильная геометрия трубы (овальность, толщина стенки) — это уже 50% успеха качественного монтажа. Неровный торец сложно идеально соосно установить в сварочный аппарат.
Специфика промышленного применения: не только давление
В промышленности труба редко работает просто ?под давлением?. Это часто многофакторная нагрузка: давление + температура + химическая среда + внешние воздействия (вибрация от оборудования, например). Для таких случаев стандартный ПЭ 100 из угольно-черного сырья (с сажей для защиты от УФ) может не подойти. Нужны специальные композиции.
Например, для трубопроводов оборотного водоснабжения с постоянными добавками ингибиторов коррозии и биоцидов. Материал должен быть инертным к ним десятилетиями. Или для сброса слабоагрессивных стоков, где есть перепады температуры и возможны гидроудары. Здесь уже смотришь на такие параметры, как сопротивление ударной нагрузке по Шарпи при низких температурах.
В каталоге andgsm.ru видно, что компания производит не только PE, но и PVC, CPVC, композитные материалы. Это косвенный признак того, что они, вероятно, глубоко погружены в химию полимеров и могут предложить не просто трубу, а решение под среду. Для нашего проекта с углеводородами они как раз предложили вариант с повышенным содержанием стабилизаторов и модифицированным сополимером, что увеличивало срок службы в нашей конкретной среде.
Контроль качества: что должно насторожить
Первое, на что смотрю при приемке партии — маркировка. Она должна быть четкой, непрерывной, с указанием не только производителя и стандарта, но и даты изготовления, номой партии сырья. Если маркировка стирается пальцем — плохой знак. Значит, либо краска не та, либо труба перегрета при экструзии.
Обязательно выборочно замеряю толщину стенки и наружный диаметр по всему периметру в нескольких местах по длине трубы. Допуски по ГОСТу — это одно, но для сварки важна равномерность. Резкий скачок толщины на полуметре трубы — брак.
И самый простой, но показательный тест — визуальный и на ощупь. Поверхность должна быть гладкой, без впадин, пузырей, посторонних включений. Цвет — равномерно черный (для стандартных марок). Сероватый оттенок или ?мраморность? могут говорить о плохом перемешивании сырья или использовании вторичного материала. Для ответственных промышленных объектов это недопустимо. При выборе поставщика всегда запрашиваю протоколы заводских испытаний именно на партию. Наличие собственной лаборатории, как у упомянутой компании, где есть и исследования, и разработка, — серьезный плюс в этом вопросе.
Мысли в сторону фитингов и системы
Труба — это лишь часть системы. Самый слабый элемент — соединения. Работая с промышленными линиями, приходишь к выводу, что лучше максимально использовать именно стыковую сварку, получая по сути монолит. Но там, где нужны разъемные соединения или ответвления, встает вопрос о фитингах.
Идеально, когда фитинги и труба — от одного производителя и из одной партии сырья. Тогда гарантирована одинаковая степень полимеризации, температура плавления, коэффициент линейного расширения. Это критично для электромуфтовой сварки. Видел, как пытались приварить муфту от одного бренда к трубе другого. По паспортам оба ПЭ 100. Но термограммы показывали неравномерный прогрев, и в итоге соединение не прошло испытания на отсоединение.
В этом контексте опять вспоминается комплексный подход. Если производитель, как ООО Хэбэй Аньдуань Технологии Индастриз, заявляет о производстве полного спектра продукции, включая фитинги различных спецификаций, это снимает массу головной боли. Потому что система получается однородной. Особенно это важно для нестандартных решений — переходов на фланцы, отводов под нестандартным углом, которые часто требуются при реконструкции или интеграции новых участков в существующие сети.
В итоге, возвращаясь к началу: промышленная труба ПЭ 100 — это не товар из каталога, а инженерный продукт. Ее выбор — это всегда анализ условий работы, диалог с производителем о деталях, внимательный контроль и понимание, что ты строишь не на год, а на десятилетия. И опыт, часто горький, подсказывает, что мелочей здесь не бывает. От химического состава гранул до температуры в сварочном аппарате в ветреный ноябрьский день — все это в итоге и есть та самая надежность, которую мы ищем.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Огнестойкая шахтная труба из ПНД
Огнестойкая шахтная труба из ПНД -
 Труба для телекоммуникационных кабелей из UPVC
Труба для телекоммуникационных кабелей из UPVC -
 Композитная труба PN2.0MPa
Композитная труба PN2.0MPa -
 Муниципальные газопроводные трубы
Муниципальные газопроводные трубы -
 Силиконизированная ПНД-труба для информационных сетей
Силиконизированная ПНД-труба для информационных сетей -
 Химически стойкая канализационная труба из VC-U
Химически стойкая канализационная труба из VC-U -
 Муниципальная труба для ливневой и хозяйственно-бытовой канализации
Муниципальная труба для ливневой и хозяйственно-бытовой канализации -
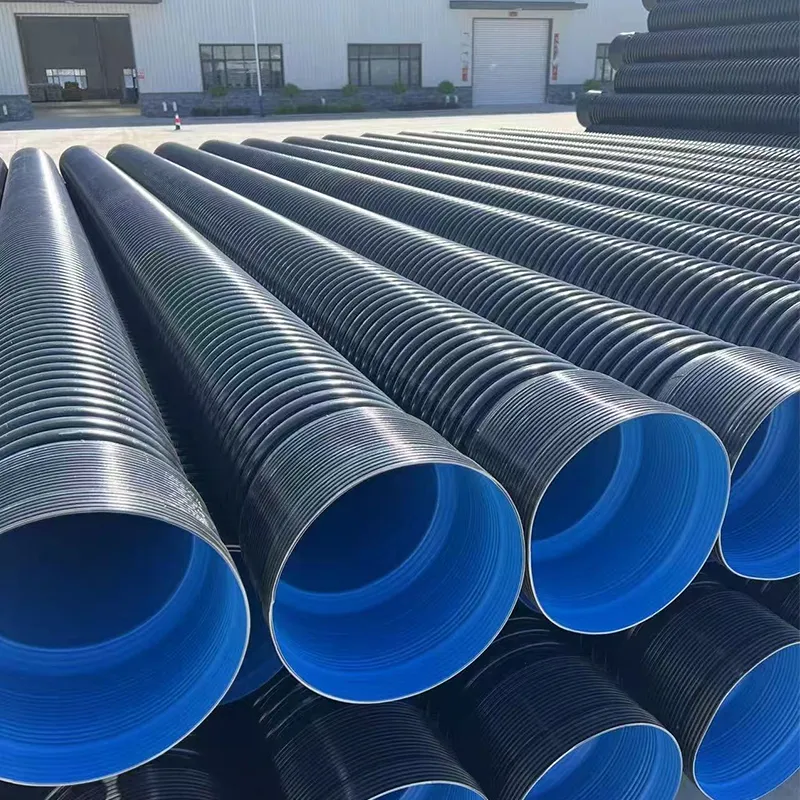
 Труба из HDPE со спирально-навивной конструкцией стенки (тип «Кра»)
Труба из HDPE со спирально-навивной конструкцией стенки (тип «Кра») -
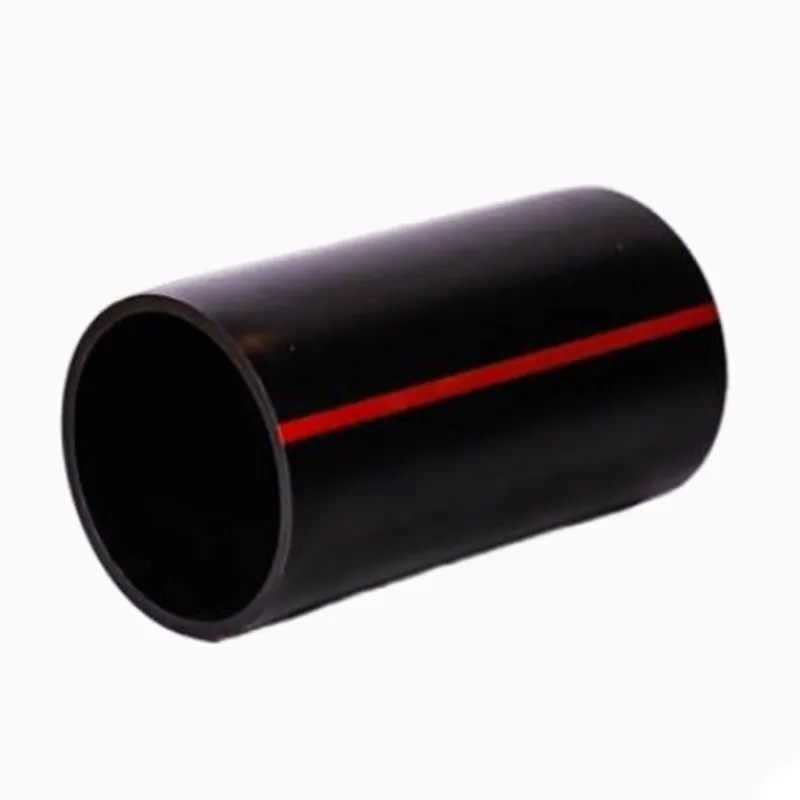
 Труба для водоснабжения из HDPE марки PE100
Труба для водоснабжения из HDPE марки PE100 -
 Санитарная композитная труба из полиэтилена
Санитарная композитная труба из полиэтилена -
 Труба для прямозакладываемой прокладки кабелей из MPP (стандартная)
Труба для прямозакладываемой прокладки кабелей из MPP (стандартная) -
 Дренажная труба из PVC-U
Дренажная труба из PVC-U
Связанный поиск
Связанный поиск- Фитинги для труб ПЭ 100
- Бестраншейная проходная/протяжная труба из MPP
- Газовая труба из HDPE
- Композитная труба из полиэтилена для водоснабжения
- Труба для силовых кабелей из хлорированного CPVC
- Силиконизированная HDPE-труба для информационных сетей
- Труба из ПЭ 100 (полиэтилена PE100)
- Композитная труба на основе HDPE марки PE100
- Гибкая труба из двуосноориентированного PVC-O
- Труба для орошения из HDPE с монолитной стенкой









