
Фитинги для труб ПЭ 100
Когда говорят про фитинги для труб ПЭ 100, многие сразу думают о диаметрах и давлении. Но если копнуть глубже, в практике часто вылезают нюансы, которые в каталогах не выделены жирным шрифтом. Сам много лет работаю с полиэтиленом, и скажу так: ключевая разница между просто ?подошло? и ?работает десятилетиями? часто кроется в деталях, которые неочевидны на первой смете.
Не просто ?чёрный пластик?: в чём специфика ПЭ 100
ПЭ 100 — это марка материала, а не синоним ?прочного полиэтилена?. Его главное — минимальная длительная прочность (MRS) в 10 МПа. Но вот что важно: не все фитинги, которые позиционируют для ПЭ 100, реально сделаны из сырья того же класса. Бывало, закупали партию откровенно слабых компрессионных фитингов — внешне нормальных, а при монтаже под нагрузкой на горячей воде давали течь. Оказалось, производитель сэкономил на стабилизаторах, материал ?старился? быстрее самой трубы.
Поэтому теперь всегда смотрю не только на маркировку, но и на документы. Хорошо, когда поставщик, как ООО Хэбэй Аньдуань Технологии Индастриз, прямо указывает, что фитинги производятся из ПЭ 100, сертифицированного для давления. На их сайте https://www.andgsm.ru видно, что это не торговый посредник, а предприятие с полным циклом — от разработки до экспорта. Для меня это всегда плюс: меньше шансов получить ?кота в мешке?, когда и трубы, и фитинги делаются в одной технологической цепочке.
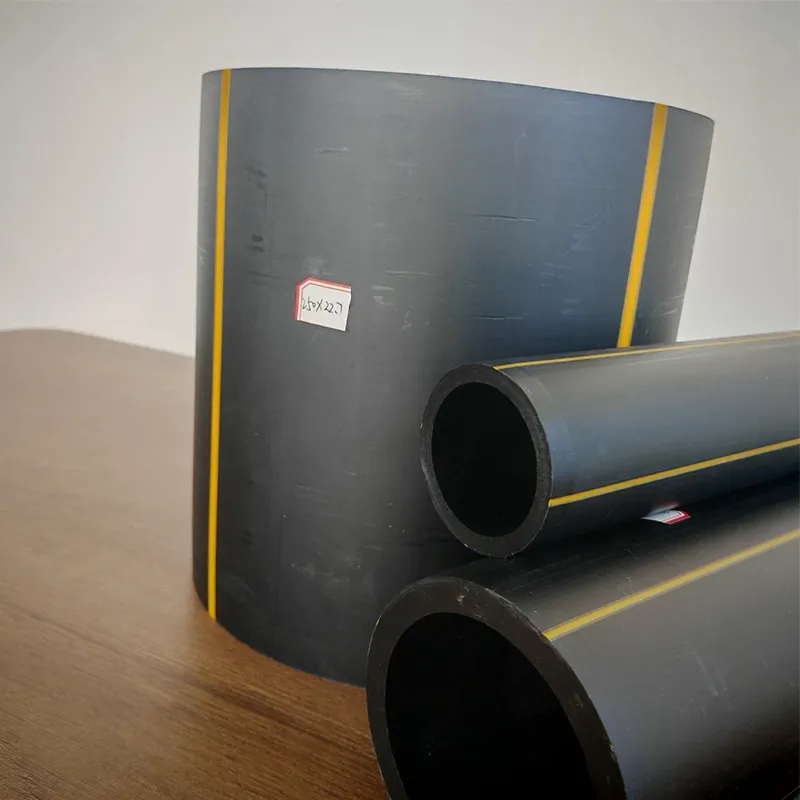
Ещё один момент — цвет. Чёрный с синими полосами — для наружных сетей, с жёлтыми — для газа. Но иногда привозят полностью чёрные фитинги, утверждая, что это для внутренней канализации. Технически, может, и допустимо, но по привычке настороженно отношусь к таким ?универсальным? решениям. Цветовая маркировка — это не просто условность, а быстрое визуальное подтверждение сферы применения материала.
Сварка встык vs электросварные муфты: где чаще ошибаются
Стыковая сварка для фитингов ПЭ 100 — казалось бы, базовая операция. Но количество брака из-за неправильной подготовки торца меня до сих пор поражает. Недостаточно просто зачистить, нужна строгая перпендикулярность. Помню объект, где бригада на небольших диаметрах (до 110 мм) работала ?на глазок?. Через полгода пошли протечки на нескольких соединениях. Разрезали — видно, что сплавление было неполным по части окружности. Виновата не труба, а человеческий фактор и некачественная заточка ножа торцевателя.
Электросварные муфты многие считают более надёжными, и часто так и есть. Но тут своя ловушка — качество контактов и стабильность считывания штрих-кода. Работал с муфтами разных брендов, в том числе рассматривал продукцию от ООО Хэбэй Аньдуань Технологии Индастриз. В их ассортименте, судя по описанию, полный спектр — от ПЭ до ПВХ. Важный момент: хороший производитель всегда обеспечивает чёткую, нестираемую маркировку на муфте. Бывало, что на морозе или под дождём код не считывался аппаратом, приходилось вводить параметры вручную, что увеличивало риск ошибки.
А ещё есть нюанс с толщиной стенки трубы и муфты. Теоретически они должны соответствовать. Но на практике, особенно при ремонте старых сетей, иногда приходится стыковать трубы с разной толщиной стенки. Универсальные фитинги не всегда хорошо работают в такой ситуации. Лучше заранее подбирать специальные переходные решения или консультироваться с технологами завода. Компании, которые сами производят и трубы, и фитинги, как ООО Хэбэй Аньдуань Технологии Индастриз, обычно могут дать более точные рекомендации по таким нестандартным случаям, потому что знают поведение своего материала ?от и до?.
Компрессионные и литые фитинги: область применения и ограничения
Компрессионные фитинги для труб часто берут для временных решений или где нет возможности использовать сварку. Их плюс — скорость монтажа. Но с ПЭ 100 есть тонкость: материал жёстче, чем ПЭ 80. Если перетянуть зажимную гайку, можно создать избыточное напряжение в теле фитинга, что со временем приведёт к образованию микротрещин. Особенно критично для подземной безнапорной канализации, где есть подвижки грунта.
Литые фитинги — моё предпочтение для постоянных напорных систем. Они монолитны, нет подвижных частей. Но и здесь качество литья — всё. Видел образцы с внутренними раковинами (пустотами) — брак, который не всегда виден снаружи. Такие фитинги могут выдержать опрессовку, но лопнуть при гидроударе. Поэтому важно выбирать поставщиков с контролем качества на всех этапах. Когда компания, как упомянутая ООО Хэбэй Аньдуань Технологии Индастриз, указывает, что оснащена 30 передовыми линиями, это намекает на серьёзные производственные мощности, где, вероятно, есть и рентгеновский контроль отливок.
Часто забывают про температурный режим монтажа. ПЭ 100, как и любой полиэтилен, становится более хрупким на морозе. Монтировать компрессионные или даже готовиться к сварке литых фитингов при -15°C и ниже — рискованно. Материал плохо деформируется, может треснуть. Лучшая практика — дать фитингам и трубам ?акклиматизироваться? в тепле перед монтажом, если работы зимние.
Переходы на другие материалы и арматура
Редко когда система целиком из ПЭ 100. Часто нужны переходы на металл (сталь, чугун) или на другие пластики. Для фитингов ПЭ 100 это отдельная история. Фланцевые переходы — самое распространённое решение. Ключевое здесь — качество приварного фланца (полиэтиленовой части) и правильная затяжка болтов. Перетянул — выдавит прокладку, недотянул — будет течь. Рекомендую использовать динамометрический ключ, хотя на многих объектах им пренебрегают.
Ещё есть резьбовые переходы. С ними надо быть осторожнее. Нарезать резьбу на самом ПЭ 100 нельзя. Используются фитинги с запрессованной металлической втулкой. Надёжность такого соединения сильно зависит от качества запрессовки и от того, как ведёт себя сам металл (нержавейка, латунь) в контакте с полиэтиленом и средой. Для агрессивных сред это требует отдельного расчёта.
Задвижки, краны, клапаны из ПЭ 100 — тема для отдельного разговора. Хорошая арматура дорогая, но экономить на ней — себе дороже. Основная проблема дешёвых кранов — утечка через шток после нескольких циклов открытия-закрытия. Ищите производителей, которые дают реальную гарантию и имеют тестовые отчёты по количеству циклов срабатывания. Комплексные поставщики, которые делают и трубы, и фитинги, и арматуру, часто имеют более сбалансированные по качеству линейки продуктов.
Хранение, логистика и ?мелочи?, которые решают всё
Казалось бы, что сложного в хранении фитингов для труб? Сложил в коробку и всё. Но нет. Полиэтилен чувствителен к ультрафиолету. Длительное хранение на открытом солнце, особенно на южных складах, ведёт к деградации материала ещё до монтажа. Фитинги должны быть в оригинальной упаковке или под навесом. Всегда проверяю партию на предмет обесцвечивания или мелких трещин — признаки УФ-старения.
При транспортировке литые фитинги, особенно с тонкими стенками или сложной формы (тройники, отводы), могут получить механические повреждения. Хороший поставщик пакует их в отдельные ячейки, а не сваливает в общий мешок. Это тоже признак отношения к продукту. Когда видишь аккуратную упаковку, как часто бывает у серьёзных заводов-производителей, это внушает больше доверия.
И последнее — документация. Сертификат соответствия — это хорошо. Но ещё лучше, если есть протоколы заводских испытаний конкретной партии на стойкость к растрескиванию под напряжением (тест на PE 100 обязателен). Это та ?бумажка?, которая отделяет маркетинг от реального качества. Всегда запрашиваю такие документы, особенно для крупных проектов. Это тот самый профессиональный фильтр, который отсеивает случайных поставщиков и оставляет тех, кто, как ООО Хэбэй Аньдуань Технологии Индастриз, позиционирует себя как национальное высокотехнологичное предприятие с полным циклом — от исследований до экспорта. В конечном счёте, надёжность системы из ПЭ 100 определяется не самой дорогой трубой, а самым слабым звеном — которым часто и оказывается некачественный или неправильно подобранный фитинг.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Композитная труба PN2.0MPa
Композитная труба PN2.0MPa -
 Труба для орошения из полиэтилена высокой плотности
Труба для орошения из полиэтилена высокой плотности -
 Бестраншейная проходка силового кабеля с использованием ПНД-труб
Бестраншейная проходка силового кабеля с использованием ПНД-труб -
 Промышленная/квартальная дренажная труба
Промышленная/квартальная дренажная труба -
 Дренажная труба из HDPE с монолитной стенкой
Дренажная труба из HDPE с монолитной стенкой -
 Бытовые/промышленные газовые трубы
Бытовые/промышленные газовые трубы -
 Силиконизированная ПНД-труба для информационных сетей
Силиконизированная ПНД-труба для информационных сетей -
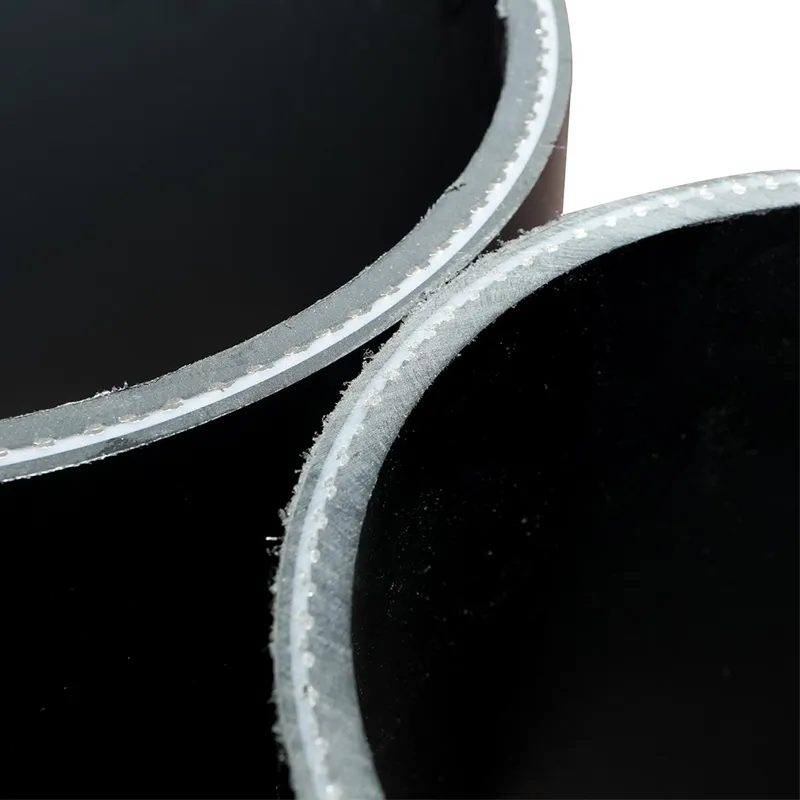
 Армированная стальной сеткой полиэтиленовая труба для отвода метана в угольных шахтах (ССПЭ-КВ)
Армированная стальной сеткой полиэтиленовая труба для отвода метана в угольных шахтах (ССПЭ-КВ) -
 Труба для защиты кабелей из ПНД марки PE63
Труба для защиты кабелей из ПНД марки PE63 -
 Промышленная/строительная силовая труба из ПНД
Промышленная/строительная силовая труба из ПНД -
 Водопроводная труба из модифицированного высокоударопрочного PVC-M
Водопроводная труба из модифицированного высокоударопрочного PVC-M -
 Спирально-гофрированная труба из HDPE, армированная стальной лентой
Спирально-гофрированная труба из HDPE, армированная стальной лентой
Связанный поиск
Связанный поиск- труба pvc u pn16
- Напорная труба ПЭ 100
- Морозостойкая труба из двуосноориентированного PVC-O
- Трубопроводная система из двуосноориентированного PVC-O
- труба pvc 25мм
- труба pvc 90
- Труба из двуосноориентированного PVC-O с высокой ударопрочностью
- труба hdpe 100
- Гибкая труба из двуосноориентированного PVC-O
- Двухслойная труба с осевыми пустотами в стенке из PVC









