
Оборудование для сварки труб ПЭ 100
Когда говорят про оборудование для сварки труб ПЭ 100, многие сразу представляют себе сварочный аппарат — воткнул вилку, выставил температуру и готово. Это, наверное, самый распространенный и опасный упрощенный взгляд. На деле, это целый комплекс, где сам аппарат — лишь вершина айсберга. И если уж брать ПЭ 100, с его высокой плотностью и прочностью, то здесь любая мелочь, от качества ножей-торцевателей до состояния нагревательных плит, вылезет боком на испытаниях давлением. Сам видел, как на объекте из-за экономии на нормальном торцевателе стык не прошел проверку — пришлось переделывать целый участок, потери времени и денег колоссальные.
Что скрывается за термином ?комплекс??
Итак, комплекс. Это не маркетинговое слово, а суровая необходимость. Во-первых, сам сварочный аппарат. Сейчас рынок завален предложениями, от европейских брендов до более доступных азиатских. Скажу так: для ответственных магистральных сетей, особенно большого диаметра, экономить на аппарате — преступление. Но и слепо брать самый дорогой — не всегда разумно. Важна стабильность нагрева плиты, точность поддержания температуры по всей ее площади, надежность гидравлики. У меня был опыт с аппаратом, где термопара в плите ?гуляла? на 10-15 градусов. С виду шов идеальный, а внутри — непровар. Потом искали причину неделю.
Во-вторых, оснастка. Сюда входят все эти центраторы, торцеватели, скребки для зачистки окислов. Для ПЭ 100 зачистка — обязательный этап, который многие игнорируют, особенно в полевых условиях зимой. А зря. Слой окислов даже в пару микрон резко снижает прочность соединения. Хороший механический скребок — не роскошь. И, конечно, центратор. От того, насколько точно он соосно выставит концы труб, зависит равномерность прогрева и давление осадки. Кривой стык не исправит даже самый лучший аппарат.
В-третьих, и это часто забывают, — измерительный инструмент. Термометр контактный для проверки реальной температуры плиты (не доверяйте только индикации на дисплее!), манометр для контроля давления осадки, шаблоны для проверки высоты грата. Без этого ты работаешь вслепую. Помню, как на одном из подрядных объектов пытались варить трубу ПЭ 100 SDR 11 диаметром 315 мм аппаратом, рассчитанным максимум на 250 мм. Давление осадки не дотягивало, но ?вроде бы спаялось?. Узел встал на год, а потом — течь по стыку. Переделка влетела в копеечку.
Производитель труб и его роль в выборе оборудования
Тут интересный момент. Казалось бы, какая разница, чьи трубы? ПЭ 100 он и в Африке ПЭ 100. Но нет. У разных производителей — разный сырьевой состав, разные добавки, немного отличающаяся реология расплава. Крупные, серьезные производители, которые дорожат репутацией, дают четкие рекомендации по параметрам сварки для своей продукции. И их стоит слушать.
Например, когда работаешь с трубами от ООО Хэбэй Аньдуань Технологии Индастриз (их сайт — https://www.andgsm.ru), видно, что это не кустарный цех. Компания позиционирует себя как национальное высокотехнологичное предприятие с полным циклом от разработки до экспорта. У них 30 передовых линий — это говорит о масштабе и, что важно, о потенциально хорошем контроле качества сырья. Для меня как для сварщика это важно. Потому что стабильное сырье — предсказуемое поведение при нагреве. С такими трубами меньше сюрпризов, параметры сварки, которые ты однажды вывел для их ПЭ 100, будут работать и на следующей партии. Это доверие к материалу. Их ассортимент полный — от ПЭ до ПВХ и фитингов, что намекает на глубокую экспертизу в полимерах вообще.
Конкретно по их трубам ПЭ 100 замечал, что они хорошо переносят рекомендованный нагрев, грат формируется ровный, без пузырей или пористости. Но это при условии, что оборудование настроено верно. Если же варить их трубы на старом, ?уставшем? аппарате с разбитой плитой, то никакой качественный полиэтилен не спасет. Вывод: хорошая труба требует не менее хорошего инструмента. Они друг друга дополняют.
Полевые условия: где теория сталкивается с реальностью
Все рекомендации производителей и красивые каталоги — это одно. А вот траншея в ноябре, слякоть, ветер и необходимость сделать стык за ограниченное время — это совсем другое. Оборудование для сварки труб ПЭ 100 в таких условиях проходит настоящий тест на профпригодность.
Первое — энергонезависимость. Аппарат с дизель-генератором или, что лучше, с гидравлическим приводом от отдельной силовой установки. Электрические, зависящие от местной сети, — это риск. Второе — мобильность и надежность конструкции. Все эти ручки, крепления, кожухи должны быть сделаны так, чтобы их не отломать при погрузке-разгрузке. Видел аппараты, у которых после месяца работы по бездорожью отваливались колеса или ломались ручки центратора. Это простой и срыв сроков.
Еще один критичный момент — подготовка торцов в полевых условиях. Торцеватель должен брать трубу даже с небольшим овалом (который иногда появляется при транспортировке) и делать идеально перпендикулярный и чистый срез. Если торцеватель слабый, он будет ?прыгать? по трубе, оставляя волны. Такой торец нормально не приложишь к плите, прогрев будет неравномерный. Приходилось вручную, болгаркой с сапожным ножом, дорабатывать — адский труд и потеря качества.
И, конечно, температура окружающей среды. Производители пишут диапазон, например, от -10 до +40. Но при -5 уже совсем другие процессы. Плита остывает быстрее, труба холодная, время нагрева нужно корректировать. Без опыта и понимания физики процесса легко сделать непровар. Лучше, когда в аппарате есть функция компенсации температуры окружающей среды, но это уже дорогие модели. Чаще полагаешься на чутье и опыт, добавляешь 10-15 секунд к фазе нагрева, но очень осторожно, чтобы не перегреть.
Ошибки, которые дорого обходятся
Хочется пройтись по типичным косякам, которые совершают не только новички. Первая — пренебрежение техникой безопасности и подготовкой рабочей зоны. Аппарат стоит криво, трубы лежат в грязи, место сварки не защищено от ветра. Ветер — злейший враг, он выдувает тепло от плиты, создает неравномерный прогрев. Результат — слабый стык.
Вторая — экономия на обслуживании оборудования. Нагревательная плита покрывается нагаром от полиэтилена, тефлоновое покрытие царапается. Ее нужно чистить специальной пастой и деревянным скребком, а не ножом или наждачкой. Гидравлические шланги перетираются, уплотнители в цилиндрах изнашиваются. Профилактика дешевле, чем ремонт в поле или, что хуже, брак на ответственном стыке. У нас был случай, когда лопнул шланг высокого давления в фазе осадки — давление упало, стык недожали. Пришлось вырезать.
Третья, самая коварная — самоуверенность. ?Я сто раз так варил, и все нормально?. Параметры сварки для ПЭ 100 — не догма, их нужно иногда уточнять, особенно при смене партии труб или диаметра. Не полениться сделать пробный стык, разрезать его и проверить на однородность. Это час времени, который может спасти от аварии. Особенно это касается работы с продукцией новых или менее известных поставщиков. С проверенными, вроде ООО Хэбэй Аньдуань Технологии Индастриз, спокойнее, но расслабляться тоже нельзя.
Взгляд в будущее: что меняется?
Технологии не стоят на месте. Появляются аппараты с цифровым управлением, которые записывают весь график сварки (температура, давление, время по фазам) в память. Потом эти данные можно сбросить на компьютер и проанализировать. Для ответственных объектов это уже необходимость. Стык получает свой ?паспорт?. Это серьезный шаг к контролю качества.
Еще тенденция — облегчение и миниатюризация для малых диаметров. Появились компактные аппараты для сварки в стесненных условиях, например, в уже отрытых колодцах. Для ПЭ 100 это актуально, так как он все чаще идет на внутриквартальные сети, где пространства мало.
Но, на мой взгляд, главное направление — это не столько ?умные? аппараты, сколько повышение надежности и ремонтопригодности базовых компонентов. Чтобы центратор не люфтил после сотни труб, чтобы плита служила дольше, чтобы гидравлика не текла. Потому что в поле нужен не компьютер, а безотказный инструмент. И, конечно, обучение персонала. Самый совершенный комплекс бесполезен в руках человека, который не понимает, что он делает и зачем нужен каждый этап. Оборудование для сварки труб ПЭ 100 — это все же симбиоз техники и квалификации. Без одного второе не работает.
В итоге, возвращаясь к началу. Выбирая оборудование, думай не о цене аппарата как такового, а о стоимости всего цикла работ, включая риски. Инвестируй в качественный комплекс, учись его понимать, не экономь на оснастке и обслуживании. И тогда трубы ПЭ 100, будь то от крупного завода или от надежного поставщика вроде упомянутого, покажут все, на что способны — а способны они на многое. Стык, сделанный правильно, переживет саму трубу. Это и есть цель.
Соответствующая продукция
Соответствующая продукция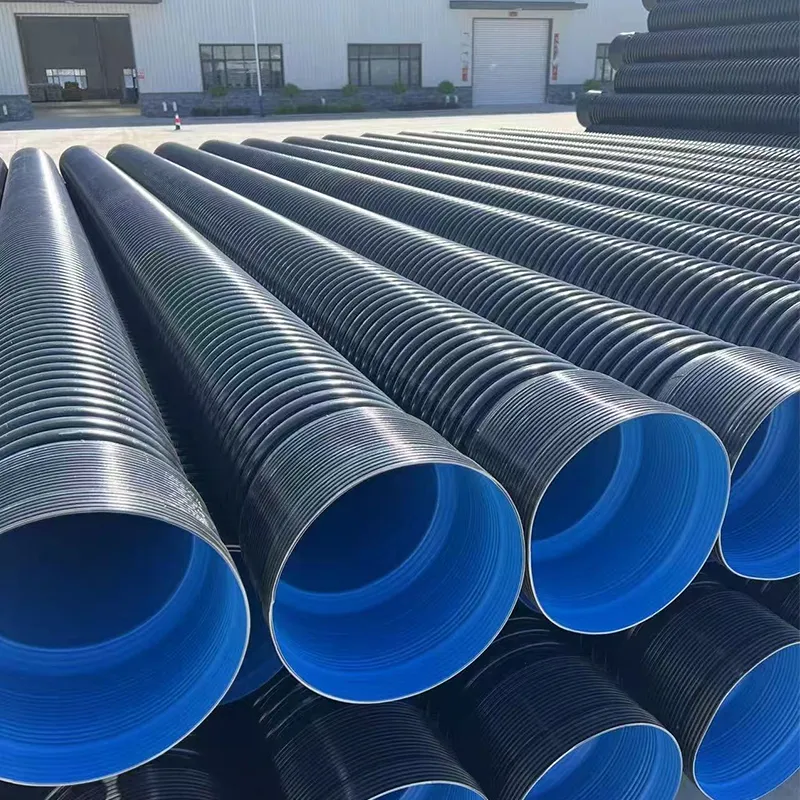







Самые продаваемые продукты
Самые продаваемые продукты-
 Садовые/муниципальные ирригационные трубы
Садовые/муниципальные ирригационные трубы -
 Химически стойкая канализационная труба из VC-U
Химически стойкая канализационная труба из VC-U -
 Водопроводная труба из непластифицированногоPVC-U
Водопроводная труба из непластифицированногоPVC-U -
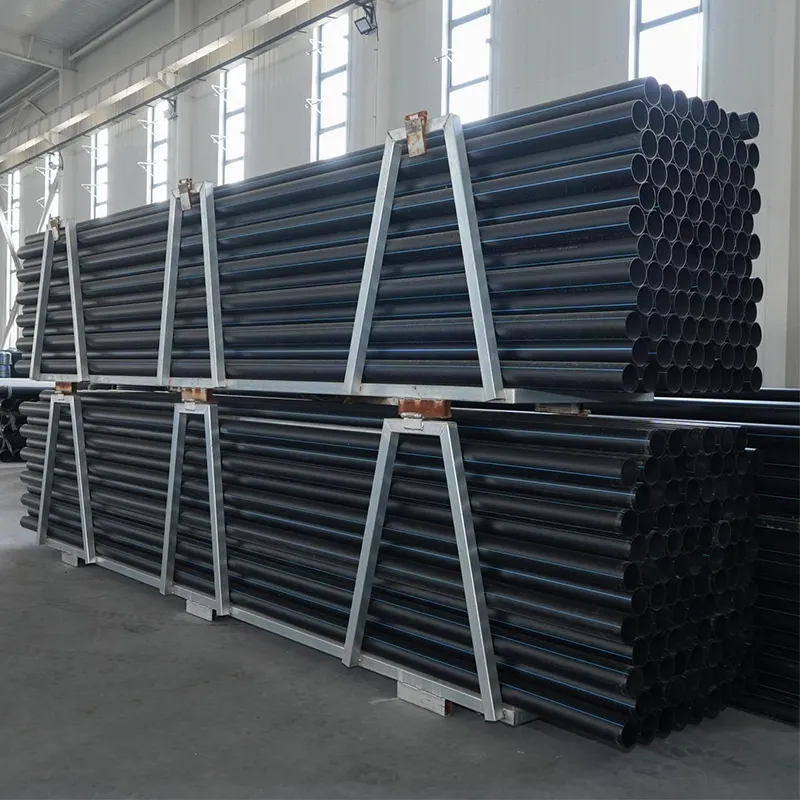 Муниципальная силовая труба из ПНД
Муниципальная силовая труба из ПНД -
 Спирально-гофрированная труба из HDPE, армированная стальной лентой
Спирально-гофрированная труба из HDPE, армированная стальной лентой -
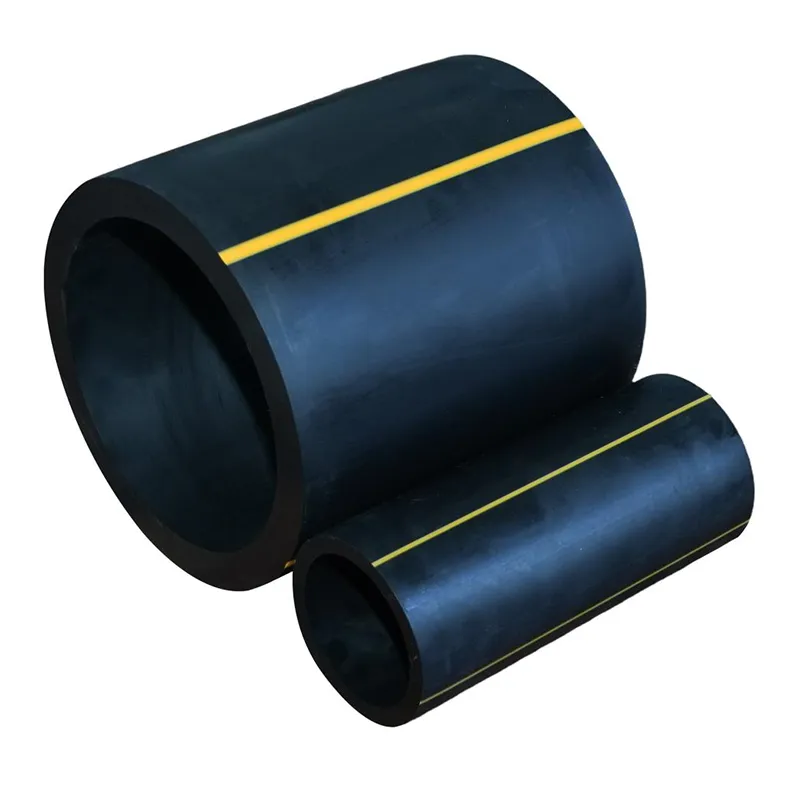
 Газовая труба из HDPE со сплошной стенкой
Газовая труба из HDPE со сплошной стенкой -
 Полиэтиленовая труба для дегазации угольных шахт (ПЭ-КВ)
Полиэтиленовая труба для дегазации угольных шахт (ПЭ-КВ) -
 Двухслойная гофрированная труба из ПНД для силовых кабелей
Двухслойная гофрированная труба из ПНД для силовых кабелей -
 Муниципальные газопроводные трубы
Муниципальные газопроводные трубы -
 Силовая труба из MPP
Силовая труба из MPP -
 Промышленные композитные трубы
Промышленные композитные трубы -
 Труба для микроорошения из ПНД со щелевыми эмиттерами
Труба для микроорошения из ПНД со щелевыми эмиттерами
Связанный поиск
Связанный поиск- Труба PVC-O для промышленного водоснабжения
- проталкиваем канализационный засор трубой
- Труба для бестраншейной прокладки кабеля из HDPE
- Напорная санитарная композитная труба из полиэтилена
- труба канализационная пнд 50
- труба пнд канализационная гофрированная
- труба pvc u гост
- Водопроводная труба из двуосноориентированного PVC-O
- Композитная труба на основе HDPE марки PE100
- Санитарная композитная труба из полиэтилена









