
Напорная санитарная композитная труба из полиэтилена
Когда слышишь ?напорная санитарная композитная труба из полиэтилена?, многие сразу думают о простой замене старых стальных магистралей. Но это лишь верхушка айсберга. На деле, это целая инженерная философия, где ключевое слово — ?композитная?. И здесь кроется первый подводный камень: не всякий композит, заявленный как ?усиленный?, действительно справляется с долгосрочными циклами давления в санитарных сетях. Часто вижу проекты, где выбор пал на дешёвый вариант с алюминиевым слоем встык, а не внахлёст, и через пару лет — протечки на соединениях. Моё мнение: если уж говорить о напорных системах для питьевой воды или технологических жидкостей, то композит должен быть не просто барьером для диффузии кислорода, а силовым каркасом. Именно такой подход, кстати, реализует ООО Хэбэй Аньдуань Технологии Индастриз в своих линейках — их трубы часто имеют сварной алюминиевый слой, который не просто армирует, а полноценно перераспределяет механические нагрузки, что критично для наших зимних циклов ?заморозка-разморозка? грунта.
Разбор ?композитности?: от слоёв до монтажа
Давайте копнём глубже в структуру. Классическая пятислойная система: внутренний слой из пищевого полиэтилена (часто PE-RT или сходный по свойствам), клеевой состав, алюминиевая фольга (её толщина и метод соединения краёв — отдельная песня), снова клей, внешний защитный слой из полиэтилена. Казалось бы, всё стандартно. Но дьявол в деталях. Например, качество клеевого состава определяет, не расслоится ли труба через 10 лет под постоянным давлением в 6-8 атмосфер. На своём опыте сталкивался с партией от одного малоизвестного производителя, где при монтаже в тёплый цех при температуре около +25°C уже через месяц на изгибах появились микротрещины во внешнем слое — виной был несовместимый с основным полимером клей, который ?дубел? при перепадах. Пришлось полностью перекладывать участок.
Алюминиевый слой — это не просто барьер. Его задача — держать форму, препятствовать линейному расширению полимера при нагреве теплоносителем (да, в санитарных сетях тоже бывает горячая вода) и, что важно, обеспечивать пайку фитингов встык. Здесь многие ошибаются, пытаясь экономить на фитингах. Если для пайки используется некалиброванный аппарат или насадки не под конкретный наружный диаметр и толщину фольги, соединение получится непрочным. Я всегда требую на объекте тестовую пайку и раздавливание образца — если алюминий в месте стыка рвётся, а не тянется, значит, технология нарушена. У того же ООО Хэбэй Аньдуань Технологии Индастриз в каталогах чётко прописаны параметры для пайки каждой серии, и это не просто бумажка — при заказе они часто предоставляют инженера для выездного инструктажа, что в нашей практике редкость.
Ещё один нюанс — санитарный сертификат. Пищевой полиэтилен — понятие растяжимое. Нужно смотреть не только на российский сертификат, но и на исходное сырьё. Хорошие производители используют первичные гранулы с чётким прослеживанием партии. Почему это важно? Потому что вторичный полиэтилен, даже условно чистый, может ?фонить? — выделять в воду остаточные мономеры или стабилизаторы, что для пищевых производств или детских учреждений недопустимо. Приёмка такой трубы должна включать не только проверку геометрии, но и запрос паспорта на сырьё. Мы как-то взяли ?выгодную? партию, а потом лаборатория заказчика выявила превышение по органолептике — вода отдавала пластмассой. Пришлось демонтировать. С тех пор работаем только с проверенными поставщиками, где прозрачна вся цепочка, как у упомянутой компании, которая сама контролирует полный цикл от гранулы до трубы.
Давление, температура и наши реалии
Заявленное рабочее давление — это одно. А реальные условия — другое. У нас в системе может быть и 10 атмосфер при гидроударе, и постоянные вибрации от рядом идущих технологических линий. Напорная санитарная композитная труба должна это выдерживать. Но здесь есть тонкость: многие производители указывают давление при +20°C. А что будет при +70°C, если это линия ГВС? Прочность падает, иногда на 30-40%. Поэтому в проекте нужно закладывать запас. Я обычно для санитарных систем с температурой до +60°C беру трубу с запасом давления минимум в 1.5 раза от рабочего. И обязательно смотрю на кривые долговременной прочности (LTHS) в технической документации. Если их нет — это красный флаг.
Монтаж в зимних условиях — отдельная головная боль. Полиэтилен становится хрупким на морозе. Гнуть трубу при -10°C — гарантировать появление микротрещин во внутреннем слое. Правило простое: перед монтажом материал должен отлежаться в тёплом помещении не менее суток. И ещё — компенсационные петли. Полиэтилен имеет высокий коэффициент теплового расширения, и если его ?запереть? в жёстких креплениях, он начнёт выгибаться. Мы однажды пренебрегли этим на длинной линии в 80 метров — через год труба местами вырвала клипсы и провисла. Пришлось переделывать с установкой скользящих опор и П-образных компенсаторов.
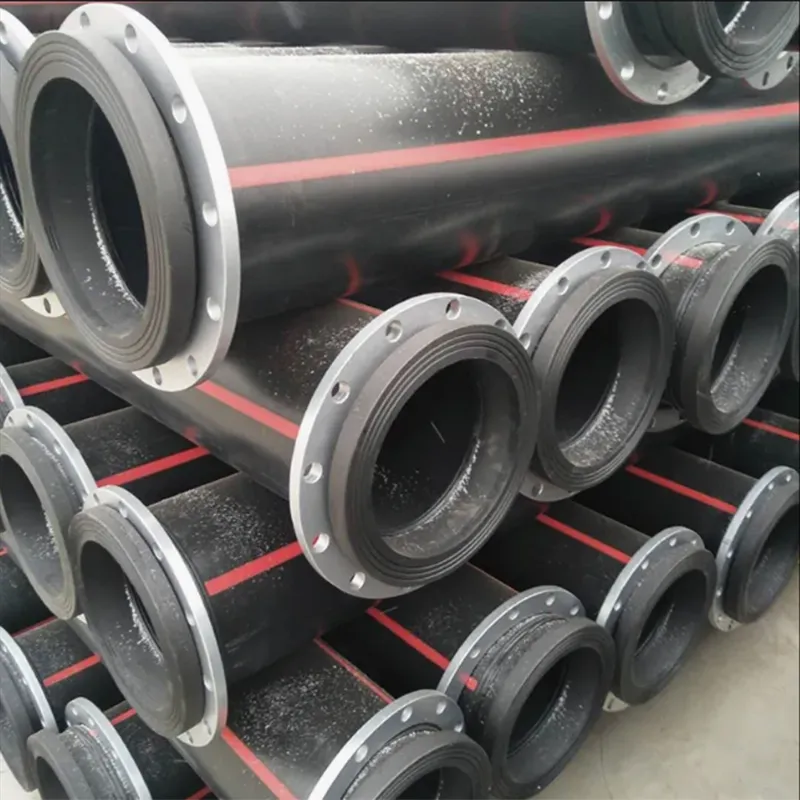
И о фитингах. Литьё под давлением для композитных труб — это высокоточный процесс. Дешёвые фитинги часто имеют внутренние напряжения материала, которые дают о себе знать при термоциклировании. Лучше использовать фитинги того же производителя, что и труба — гарантия совместимости материалов и геометрии. На сайте https://www.andgsm.ru я обратил внимание, что они предлагают именно системы — трубы плюс полный спектр фитингов, от отводов до переходов на металл. Это важно, потому что адаптеры с неправильным углом конусности могут стать точкой протечки.
Экономика vs. надёжность: где не стоит экономить
Первичная стоимость метра такой трубы выше, чем у простой ПНД. Но если считать жизненный цикл — картина меняется. Отсутствие коррозии, минимальные отложения на гладкой внутренней поверхности (что для санитарных сетей критично — никакого ржавого осадка в воде), долгий срок службы без ремонта. Мы монтировали систему на молокозаводе 7 лет назад — до сих пор ни одной аварии, промывка требуется в разы реже. Но есть и обратные примеры: пытались сэкономить на объекте, взяв трубу без антидиффузионного слоя (так называемую ?псевдокомпозитную?) для холодной воды. Через два года в системе появились очаги бактериального роста — кислород проникал через стенки, создавая среду для микроорганизмов. Пришлось менять всё. Вывод: экономия на правильной композитной трубе — это будущие расходы на ремонт и, возможно, репутационные потери.
Ещё один момент — логистика и хранение. Бухты такой трубы нельзя бросать с высоты или хранить под прямым солнцем. Ультрафиолет деградирует внешний слой полиэтилена. На складе должна быть крыша и вентиляция. Мы однажды получили партию, которая полгода пролежала на открытой площадке у дилера — при монтаже внешний слой местами крошился. Пришлось оформлять рекламацию и ждать замену, срыв сроков.
И конечно, инструмент. Сварочный аппарат для стыковой пайки с алюминиевым слоем — это не бытовой паяльник. Нужен точный контроль температуры, давления осадки и времени. Хорошие аппараты имеют память программ под разные диаметры и типы труб. Покупка или аренда такого — обязательная статья расходов. Но пытаться паять газовой горелкой ?на глазок? — это гарантированная авария. Видел такие ?творения? — соединение держалось месяц.
Взгляд вперёд: куда движется технология
Сейчас появляются разработки с интегрированными датчиками деформации в стенке трубы или с антимикробной добавкой во внутренний слой (на основе ионов серебра, например). Это уже не просто труба, а умный элемент системы. Пока это дорого, но для объектов с высокими санитарными требованиями, возможно, скоро станет нормой. Также вижу тренд на увеличение диаметров — уже есть предложения по напорным санитарным композитным трубам диаметром до 400 мм, что раньше было прерогативой стали или чугуна. Это открывает возможности для магистральных разводок на крупных предприятиях пищевой или фармацевтической промышленности.
Важно и развитие нормативной базы. Пока что СНиПы и СП отстают от технологий. Часто проектировщики по старинке указывают сталь, а более эффективное композитное решение приходится обосновывать отдельным расчётом. Но практика постепенно меняется, и опыт успешной эксплуатации, как на том же молокозаводе, — лучший аргумент.
В целом, если резюмировать мой опыт, то напорная санитарная композитная труба из полиэтилена — это не универсальный ответ на все вопросы, а точный инструмент. Её применение требует понимания физики процесса, внимания к деталям монтажа и, что немаловажно, выбора ответственного производителя, который не просто продаёт метры, а обеспечивает полную систему и техническую поддержку. Как, собственно, и делает компания, о которой шла речь — их подход к полному циклу производства, от гранулы до фитинга, и экспортный контроль качества как раз и создают ту самую предсказуемую надёжность, которую мы ищем в сложных проектах.
Соответствующая продукция
Соответствующая продукция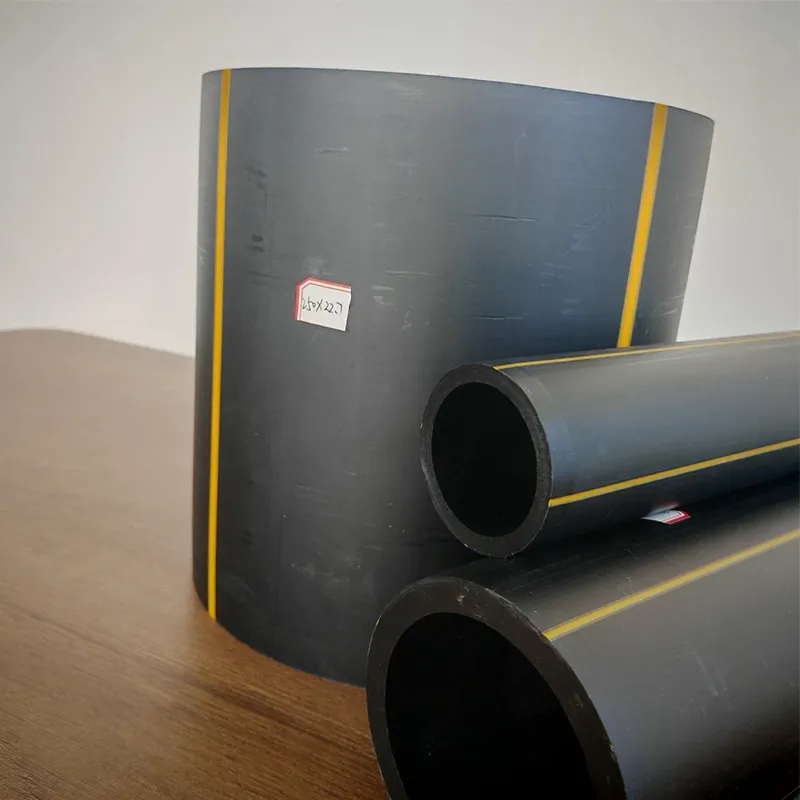







Самые продаваемые продукты
Самые продаваемые продукты-
 Садовые/муниципальные ирригационные трубы
Садовые/муниципальные ирригационные трубы -
 Гофрированная труба из PVC
Гофрированная труба из PVC -
 Труба химически стойкая усиленная с утолщённой стенкой из ПНД
Труба химически стойкая усиленная с утолщённой стенкой из ПНД -
 Дренажная труба из АБС
Дренажная труба из АБС -
 Санитарная композитная труба из полиэтилена
Санитарная композитная труба из полиэтилена -
 Труба для орошения из полиэтилена высокой плотности
Труба для орошения из полиэтилена высокой плотности -
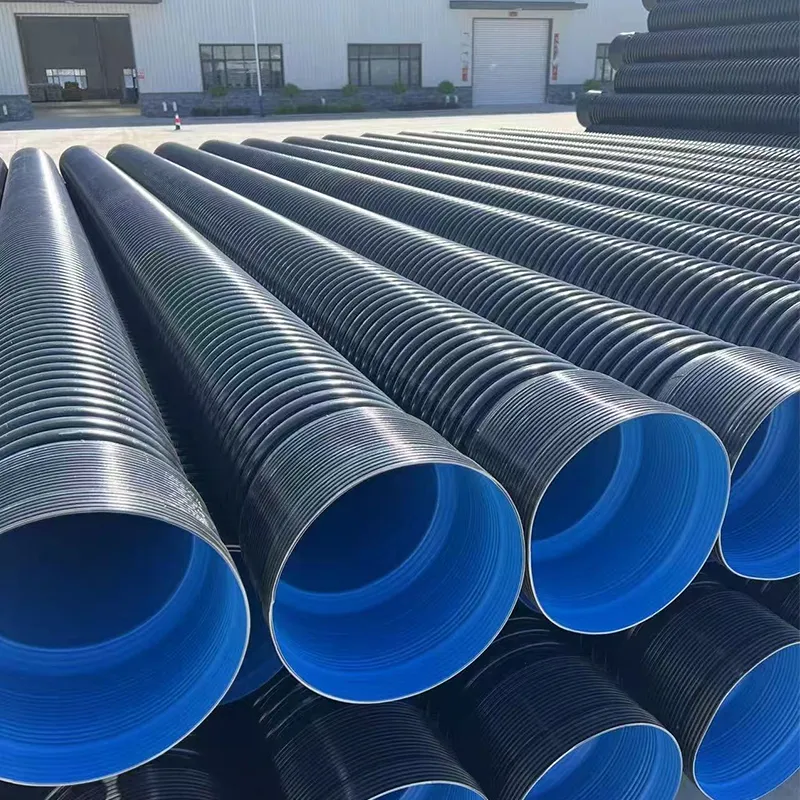 Двухслойная гофрированная труба из ПНД для защиты кабеля
Двухслойная гофрированная труба из ПНД для защиты кабеля -
 Труба для водоснабжения из HDPE марки PE100
Труба для водоснабжения из HDPE марки PE100 -
 Многоканальная кабельная труба из ПНД
Многоканальная кабельная труба из ПНД -
 Труба для орошения из ПНД с монолитной стенкой
Труба для орошения из ПНД с монолитной стенкой -
 Подземная шахтная труба из ПНД
Подземная шахтная труба из ПНД -
 Труба из АБС-пластика для транспортировки морской воды
Труба из АБС-пластика для транспортировки морской воды









