
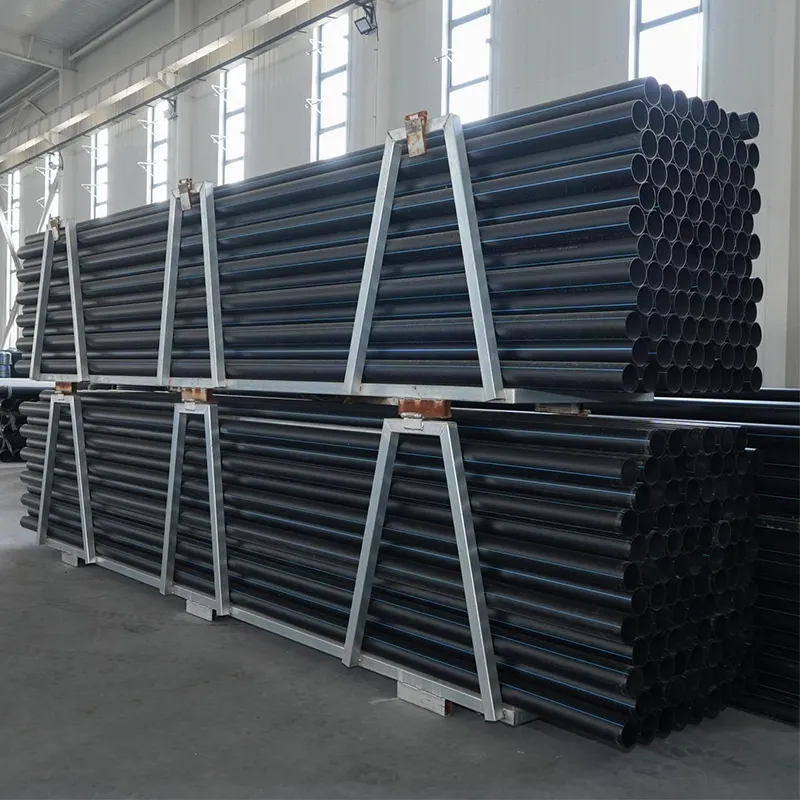
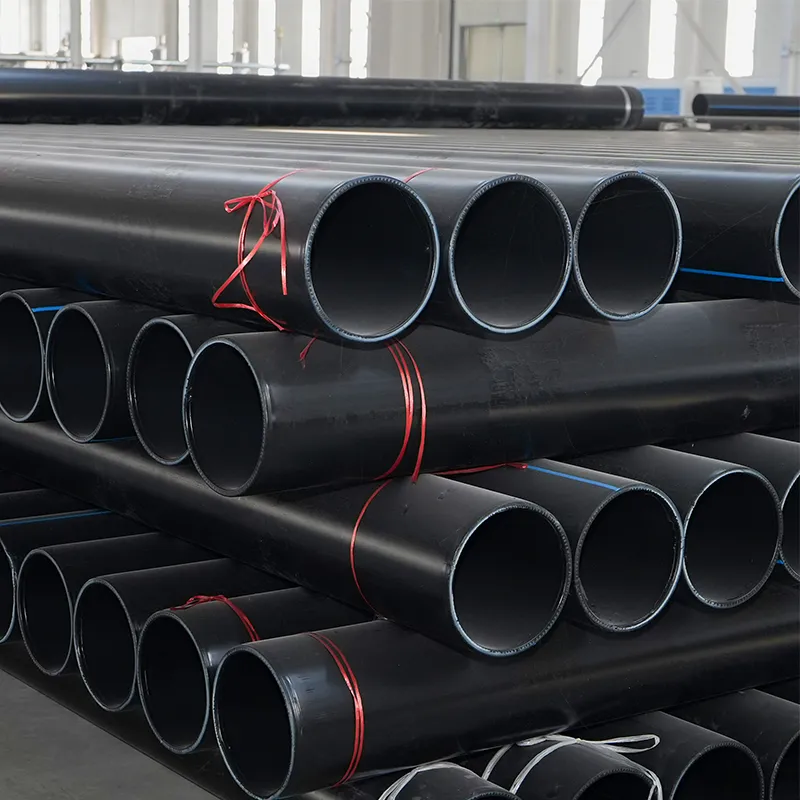
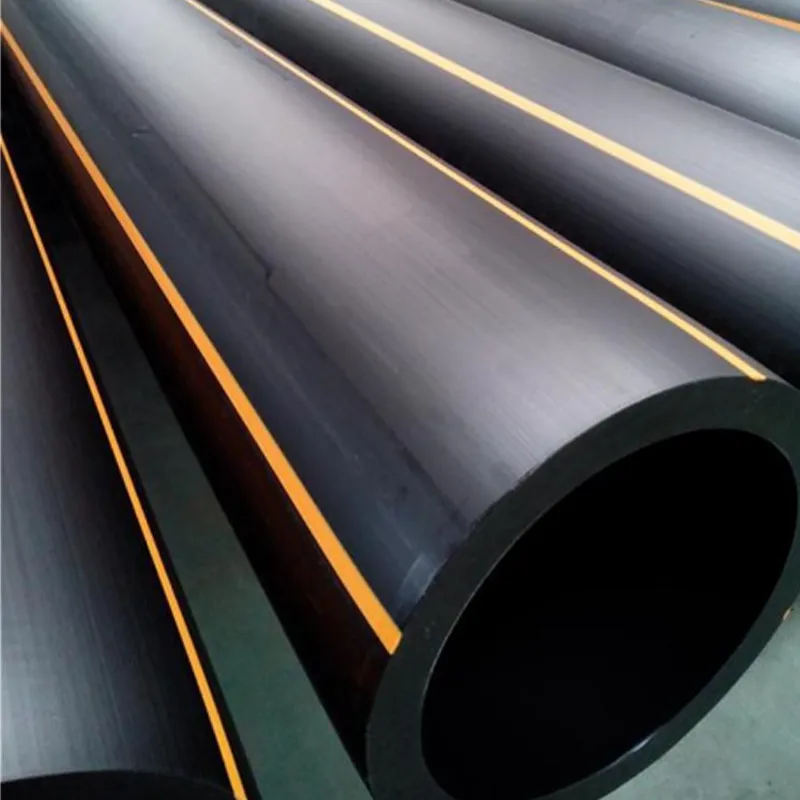
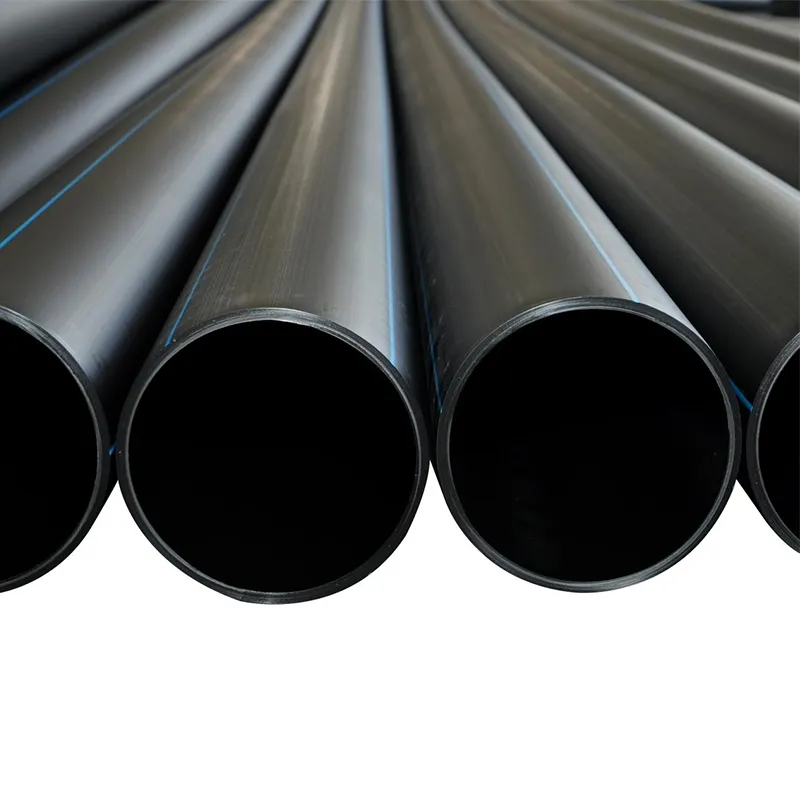
Шахтная труба из HDPE
Когда слышишь ?шахтная труба из HDPE?, многие сразу представляют себе просто толстую пластиковую трубу, закопанную в ствол. На деле, это один из самых технологичных и капризных элементов в горнорудном хозяйстве. Основная ошибка — считать, что главное — это диаметр и давление. На самом деле, ключевое — это поведение материала в условиях постоянной динамической нагрузки, вибрации от оборудования, возможных сдвигов породы и, что часто упускают, — химического состава шахтных вод. Я лично сталкивался с ситуациями, когда труба, идеально подходящая по всем паспортным данным, начинала ?уставать? и проявлять микротрещины на сварных стыках уже через полгода из-за агрессивной среды, которую не учли при проектировании. Это не просто трубопровод, это элемент безопасности.
От сертификата до забоя: где кроются подводные камни
Итак, вы выбираете трубу. Первое, на что все смотрят — это, конечно, сертификаты: ГОСТ, ТУ, заявленные SDR и MRS. Но бумага — это одно. На практике, даже в пределах одной партии от хорошего производителя может быть разброс по качеству сырья — тот самый ПНД-гранулят. Бывало, визуально труба идеальна, а при монтаже электросварной муфтой температура плавления ведет себя нестабильно. Сварщик со стажем по рукам чувствует — ?не тянется? как надо. Потом, при гидроиспытаниях, стык может держать, но ресурс его уже под вопросом. Поэтому сейчас мы всегда берем пробные отрезки из разных пачек на тестовую сварку, даже если у поставщика безупречная репутация, как, например, у ООО Хэбэй Аньдуань Технологии Индастриз. У них, кстати, на сайте andgsm.ru четко видно, что они не просто торгуют, а именно специализируются на исследованиях и производстве полного спектра, от PE до композитных материалов. Это важно, потому что шахтная труба — это часто кастомное решение.
Второй камень — монтаж. Казалось бы, технология сварки встык или электромуфтами отработана до автоматизма. Но в условиях шахты, в пыли, при высокой влажности и ограниченном пространстве, все идет не по учебнику. Пыль — главный враг сварного шва. Приходится организовывать временные ?чистые зоны? вокруг места сварки, что в графике проходки всегда головная боль. И забывать про предварительный прогрев материала перед сваркой в холодных стволах — прямой путь к непровару. Мы однажды на небольшой глубине, около 50 метров, из-за спешки проигнорировали этот этап. Труба выдержала приемку, но через 8 месяцев пошел фонтаж именно по шву. Разбирались — все упиралось в остаточные напряжения в зоне соединения из-за температурного шока.
И третий момент — крепление. Труба не должна висеть или просто лежать. Нужны правильные хомуты с демпфирующими прокладками, которые гасят вибрацию и не создают точек концентрации напряжения. Жесткая фиксация убивает HDPE быстрее, чем давление. Мы перепробовали кучу вариантов, пока не пришли к системе с плавающими скобами, которые позволяют трубе немного ?играть? без деформации. Это особенно критично для участков рядом с подъемными машинами.
Среда решает всё: история с ?невидимым? разрушителем
Хочу отдельно остановиться на химии. В проектной документации часто пишут обобщенно: ?шахтные воды?. Но их состав может радикально меняться от горизонта к горизонту. Однажды мы монтировали линию осушения. Вода была нейтральной, все было хорошо. Но когда вскрыли новый пласт, в систему начала поступать вода с высоким содержанием ионов марганца и сероводорода. ПНД, в целом, устойчив ко многому, но длительный контакт с такой ?адской смесью? при плюсовой температуре привел к постепенной потере эластичности материала на внутренней поверхности. Труба не лопнула, но стала хрупкой. При следующей плановой очистке скребком ее просто поцарапали насквозь.
Этот случай заставил нас всегда настаивать на полном химическом анализе вод по всему маршруту прокладки шахтной трубы из HDPE. И теперь, если есть риск агрессивной среды, мы рассматриваем либо трубы с защитным слоем (ко-экструзия), либо материал с особыми стабилизаторами. Вот здесь как раз и важна возможность диалога с производителем, который может адаптировать состав. Готовые решения с полки не всегда работают. На том же сайте andgsm.ru указано, что компания является национальным высокотехнологичным предприятием, специализирующимся на исследованиях и разработке. Для нас это не просто слова в шапке сайта — это потенциальная возможность заказать материал с нужными добавками, пусть это и увеличит сроки и бюджет. Но дешевле, чем перекладывать всю линию через два года.
Еще один нюанс — абразивный износ. Если труба используется для гидротранспорта пульпы с мелкодисперсной породой, внутренняя поверхность изнашивается, как наждаком. Тут важен не только класс ПЭ, но и толщина стенки с запасом. Мы считаем не по номинальному давлению, а плюсуем 2-3 мм на абразивный ресурс. Да, это дороже сразу. Но замена участка в глухом забое обойдется в десятки раз дороже из-за остановки работ.
Стык — слабое звено: поле для импровизации
Вернемся к соединениям. Электромуфтовая сварка — это стандарт. Но что делать, когда нужно соединить новую трубу со старой, уже работавшей в системе? Материал ?устает?, его молекулярная структура меняется. Стандартные параметры сварки из инструкции не подходят. Приходится методом проб, с постоянным контролем овальности и усилием осадки, подбирать температуру и время. Это чисто практический навык, который не описан в мануалах. Хороший сварщик-монтажник здесь на вес золота.
Бывают и нестандартные ситуации. Например, необходимость врезки в действующую магистраль под давлением. Для стальных труб есть седелки, для HDPE — тоже, но их надежность в условиях вибрации меня всегда смущала. Мы разработали (вернее, сварщики в бригаде придумали) метод монтажа обжимной седелки с дополнительным бандажом из полосы того же ПНД, приваренной по контуру. Получилось своего рода усиленное кольцо. Самодеятельность? Да. Но это работает уже 5 лет без намека на протечку. Иногда практика рождает решения круче любых готовых фитингов.
И да, про фитинги. Их качество должно быть абсолютно конгруэнтным качеству самой трубы. Использовать муфту от другого, даже очень хорошего производителя — риск. Коэффициент теплового расширения, плотность материала могут незначительно отличаться, и в долгосрочной перспективе это даст о себе знать. Поэтому мы стремимся закупать трубу и комплектующие у одного поставщика, который несет ответственность за систему в целом. Логика ?сэкономить на фитингах? в шахте — преступная.
Контроль и мониторинг: нельзя ?поставил и забыл?
Многие ошибочно полагают, что после успешных гидроиспытаний про трубу можно забыть до следующего планового осмотра. Это не так. HDPE — живой материал. Нужно отслеживать его поведение. Самый простой, но действенный метод — регулярный визуальный осмотр открытых участков на предмет появления ?гусиной кожи? (признак начала расслоения), изменения геометрии или мелких вмятин. Особое внимание — зонам возле креплений.
Сейчас все чаще закладывают датчики деформации (тензодатчики) в критических точках, особенно на длинных вертикальных участках. Это дает картину в реальном времени. Но и старый дедовский способ с нанесением контрольных меток несмываемой краской через каждые 10 метров тоже работает. Смещение меток относительно друг друга сразу покажет продольное смещение или растяжение.
Важнейший элемент — учет нагрузки. Если по трубе, рассчитанной на осушение, вдруг начинают периодически пропускать пульпу (бывает при изменениях технологии), это должно быть сразу задокументировано и пересчитан ресурс. Без этого все прогнозы по сроку службы — гадание на кофейной гуще.
Вместо заключения: мысль вслух о будущем материала
Глядя на то, как развиваются материалы, думаю, что будущее за композитными решениями даже в такой консервативной области, как шахтное дело. Уже сейчас некоторые производители, включая ООО Хэбэй Аньдуань Технологии Индастриз, в своем ассортименте на andgsm.ru заявляют о производстве труб и фитингов из композитных материалов. Это логичный шаг. Возможно, скоро мы увидим шахтные трубы с интегрированным слоем, стойким к конкретным химикатам, или с армированием, гасящим вибрацию. Или даже с датчиками, вплавленными в стенку на этапе производства.
Но какие бы технологии ни пришли, базовые принципы останутся: глубокое понимание среды, уважение к технологии монтажа и отказ от слепого следования бумажным нормативам в ущерб практическому опыту. HDPE — прекрасный материал, но он не прощает невнимательности. Он требует диалога. И именно в этом диалоге между инженером, монтажником и материалом рождается надежная, долговечная система, которая просто работает, без лишнего шума и аварий, там, в глубине. А это, в конечном счете, и есть главная цель.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Двухслойная гофрированная труба из HDPE
Двухслойная гофрированная труба из HDPE -
 Многоканальная защитная труба для кабеля из ПНД с поперечным сечением «цветок сливы»
Многоканальная защитная труба для кабеля из ПНД с поперечным сечением «цветок сливы» -
 Муниципальные газопроводные трубы
Муниципальные газопроводные трубы -
 Труба из HDPE со спирально-навивной конструкцией стенки (тип «Кра»)
Труба из HDPE со спирально-навивной конструкцией стенки (тип «Кра») -
 Стандартная гофрированная электромонтажная труба из MPP
Стандартная гофрированная электромонтажная труба из MPP -
 Труба для силовых кабелей из хлорированного CPVC
Труба для силовых кабелей из хлорированного CPVC -
 Химически стойкая труба марки PE100
Химически стойкая труба марки PE100 -
 Труба для орошения из ПНД с монолитной стенкой
Труба для орошения из ПНД с монолитной стенкой -
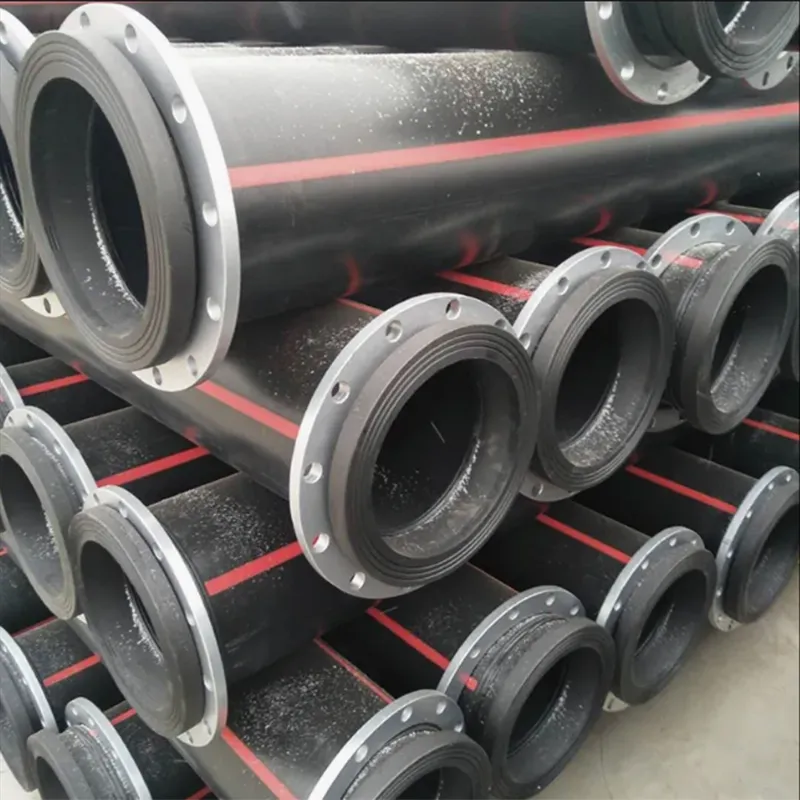 Подземная шахтная труба из ПНД
Подземная шахтная труба из ПНД -
 Решетчатая труба из PVC
Решетчатая труба из PVC -
 Труба из HDPE со спирально-навивной пустотелой стенкой
Труба из HDPE со спирально-навивной пустотелой стенкой -
 Газовая труба из HDPE со сплошной стенкой
Газовая труба из HDPE со сплошной стенкой









