
пнд hdpe трубы и фитинги
Когда говорят про ПНД HDPE трубы и фитинги, многие сразу думают о дешевизне или ?простоте? монтажа. Но вот в чем загвоздка – эта кажущаяся простота как раз и приводит к самым досадным ошибкам на объектах. Лично сталкивался с тем, что закупали трубы, вроде бы по ГОСТу, а при сварке встык появлялась неоднородность шва. Позже выяснялось – партия была с разным сырьем, хотя маркировка одна. Или фитинги, которые в каталоге выглядят идентично, а посадочные размеры имеют расхождения в доли миллиметра, чего достаточно для протечки под давлением. Так что, мой первый тезис: с полиэтиленом низкого давления нельзя работать ?на авось?, здесь каждая деталь требует понимания.
Сырье – это не просто гранулы, это история партии
Начну с основы – сырья. ПЭ 80, ПЭ 100, ПЭ 100 RC... Цифры известны всем, но вот что редко учитывают: даже в рамках одной марки поведение материала у разных производителей может отличаться. Скажем, при сварке встык. Официально параметры – температура, давление, время – стандартные. Но если трубы от одного завода, а фитинги от другого, и оба используют ПЭ 100, сварной шов может получиться неидеальным. Полиэтилен – материал с памятью, и технология его производства, добавки, скорость экструзии – все это влияет на молекулярную структуру. Поэтому я всегда стараюсь работать с продукцией, где прослеживается полный цикл – от гранулы до готовой трубы. Как, например, у ООО Хэбэй Аньдуань Технологии Индастриз – они сами ведут разработки и производство, что для меня как для монтажника является важным сигналом. Не потому что реклама, а потому что меньше переменных в уравнении.
Был случай на одном из объектов водоснабжения: завезли трубы, вроде бы все сертификаты в порядке. Но при первой же пробной сварке почувствовал запах – не совсем тот, что обычно. Решил проверить документацию глубже. Оказалось, партия была сделана из вторичного сырья, пусть и разрешенного, но с другими температурными характеристиками. Пришлось останавливать работы, менять поставщика. Вывод: сертификат – это хорошо, но доверять нужно только тем, кто открыто говорит о происхождении сырья. На сайте andgsm.ru в описании компании акцент сделан именно на исследованиях и собственном производстве – это как раз тот тип информации, который я ищу, чтобы оценить риски.
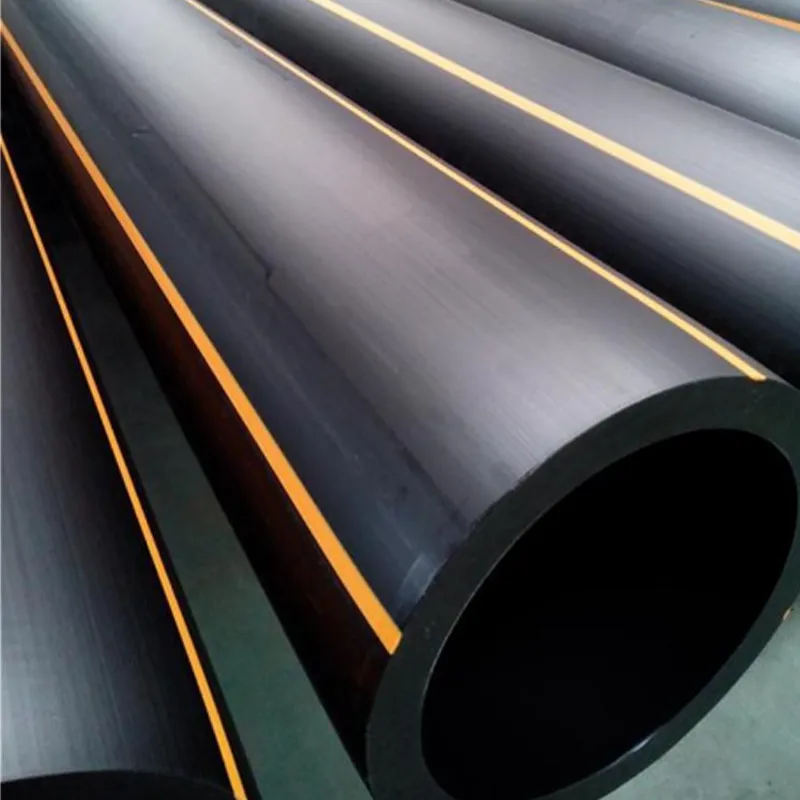
Еще один нюанс – цветные полосы на трубах. Синяя – для воды, желтая – для газа. Казалось бы, мелочь. Но видел, как на складе хранили трубы под открытым небом, и полосы выцветали от солнца. Потом на трассе путаница – что за что отвечает. Поэтому теперь обращаю внимание не только на полосу, но и на маркировку, выдавленную на самой трубе. Она должна быть четкой, читаемой даже после длительного хранения. У качественного производителя это обязательный пункт контроля.
Фитинги – слабое звено или основа системы?
С фитингами история отдельная. Их часто недооценивают, закупая по остаточному принципу. Мол, труба главное, а соединители – ерунда. Это грубейшая ошибка. Фитинг – это концентратор напряжений, место, где чаще всего возникают проблемы. Литая седловина, отвод, тройник – если в их структуре есть внутренние напряжения или пустоты (так называемые ?раковины?), они проявятся не сразу, а через полгода-год под постоянным давлением.
Работал с разными поставщиками. Когда берешь в руки фитинг, скажем, компрессионный, уже по весу и гладкости внутренней поверхности можно многое понять. Дешевые изделия часто имеют облои (заусенцы) в местах литья, которые не зачищены. Они нарушают герметичность уплотнительного кольца. Или материал самого фитинга – он должен быть того же класса, что и труба, но часто для экономии используют менее стойкие композиты. В итоге система из труб ПЭ 100 и фитингов из ПЭ 80 имеет разный коэффициент линейного расширения, что при перепадах температур ведет к расшатыванию соединений.
Здесь, кстати, возвращаюсь к теме полного цикла производства. Компания, которая производит и трубы, и фитинги, имеет возможность их идеально сопрягать. В своем описании ООО Хэбэй Аньдуань Технологии Индастриз позиционирует себя как предприятие, выпускающее полный спектр продукции, включая фитинги различных спецификаций. Для практика это означает, что можно рассчитывать на совместимость компонентов системы, что критически важно для ответственных проектов, например, в газораспределении или промышленной канализации.
Практический совет: всегда требовать тестовый образец фитинга перед крупной закупкой. Не просто посмотреть, а попробовать смонтировать на обрезке трубы. Проверить, как заходит труба в раструб, как затягивается обжимная гайка, нет ли перекоса. Это десять минут, которые могут спасти от недели переделок.
Сварка встык и электромуфтовая: где подводные камни
Технология, казалось бы, отработана до автоматизма. Но именно автоматизм и подводит. Сварка встык – для диаметров от 110 мм и выше. Главный враг здесь – пыль, влага и ветер. Даже небольшой ветерок на открытой площадке охлаждает нагретый торец неравномерно, что ведет к непровару. Приходится использовать тепловые экраны, что многие игнорируют, торопясь. Еще момент – давление осадки. Его выставляют по таблицам в зависимости от диаметра и SDR. Но таблицы – для идеальных условий. Если труба пролежала на холоде, ее материал более жесткий, и давление нужно корректировать. Обучал как-то новую бригаду – они строго следовали мануалу, но была зима, трубы привезли с холодного склада. В результате несколько стыков не прошли проверку на разрыв. Пришлось резать и переваривать.
Электромуфтовая сварка проще, но и здесь есть нюансы. Код сварки, нанесенный на муфту, – это не просто цифры. Он содержит алгоритм нагрева для конкретной модели. Считываешь его сварочным аппаратом, и все должно быть хорошо. Но! Аппараты тоже бывают разные, и их калибровка может плавать. Всегда перед ответственным соединением делаю пробную сварку на обрезках и разрезаю муфту, чтобы визуально оценить качество сплавления. Да, муфта в утиль, но это дешевле, чем искать течь потом под землей.
И про аппаратуру. Не стоит гнаться за самым дешевым сварочным оборудованием. Его точности часто не хватает. Работал с аппаратами, где датчик температуры имел погрешность в 10-15 градусов. Для полиэтилена это катастрофа. Недогрев – хрупкий шов, перегрев – деформация и наплывы, уменьшающие проходное сечение.
Хранение и транспортировка – подготовка к работе
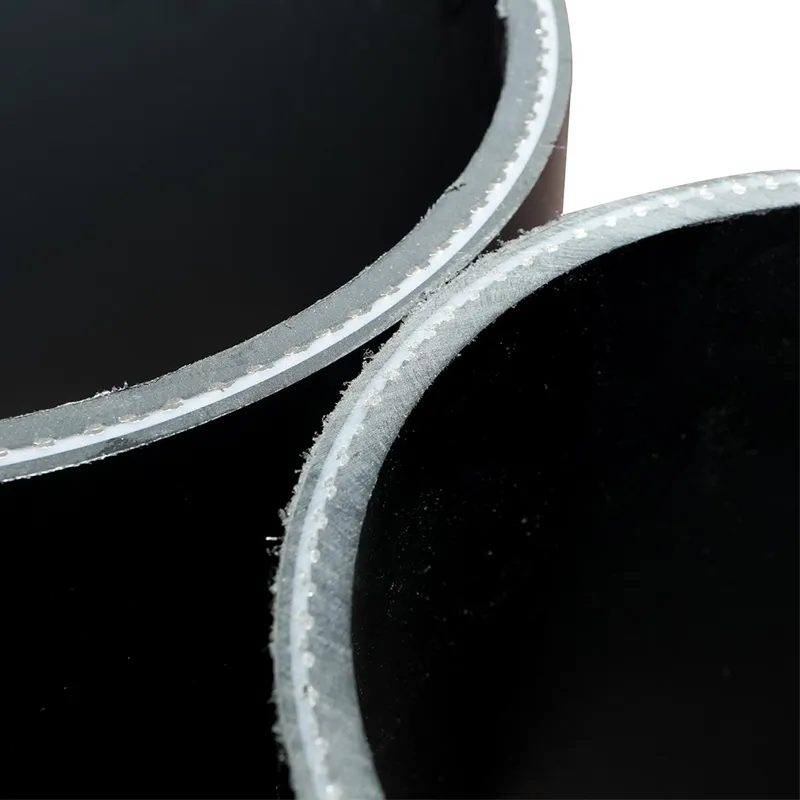
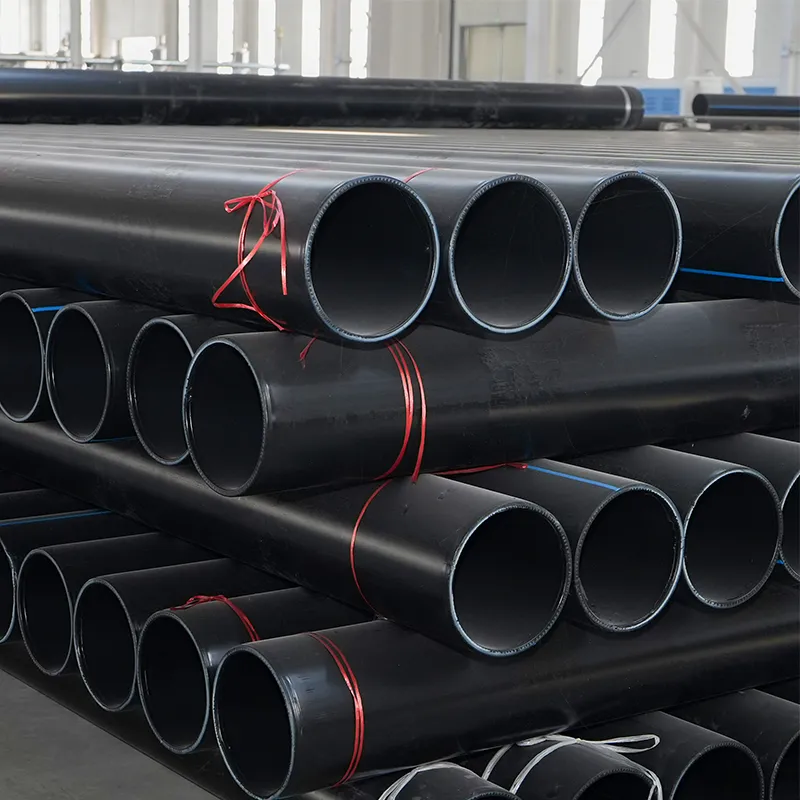
Часто ли вы обращаете внимание на то, как трубы доставили на объект? А зря. ПНД – материал прочный, но не любит ультрафиолет и механические повреждения. Видел, как трубы перевозят без защитных чехлов на тросах – на поверхности остаются вмятины и царапины. В царапине при длительной нагрузке может начаться рост трещины. Поэтому приемка – обязательный этап. Осматриваю каждую бухту или плеть, особенно в местах контакта с креплениями.
Хранение. Идеально – под навесом, вдали от нагревателей и химикатов. На практике часто сваливают на открытом грунте. Если проект долгосрочный, и трубы будут лежать месяцами, стоит настоять на правильном складировании. Солнце – главный деградационный фактор. Черная труба без защитных полос особенно уязвима.
Что касается крупных поставок, например, для муниципальных сетей, то здесь логистика – часть качества. Знаю, что некоторые производители, ориентированные на экспорт, как ООО Хэбэй Аньдуань Технологии Индастриз, уделяют этому особое внимание, потому что доставка в регионы России – это тысячи километров. Правильная упаковка, крепление в контейнерах – это не просто забота о товарном виде, это обеспечение сохранности технических характеристик продукции к моменту начала монтажа.
Применение в разных сферах – не все трубы одинаковы
Водоснабжение, газоснабжение, канализация, дренаж, защитные футляры для кабелей – везде используются ПНД HDPE трубы и фитинги, но требования разные. Для питьевой воды обязателен сертификат о санитарно-эпидемиологическом соответствии. Материал не должен придавать воде запах или вкус. Для газа – повышенные требования к стойкости против растрескивания под напряжением и к контролю качества сварных швов (здесь часто требуется 100% проверка стыков).
Дренажные и канализационные трубы – тут часто экономят, берут трубы с более тонкой стенкой (большее значение SDR). Но и здесь важно понимать нагрузку. Если труба будет заложена под дорогой с интенсивным движением, даже в защитном футляре, нужно считать кольцевую жесткость. Был печальный опыт: положили дренажную трубу SDR 41 под грунтовой дорогой, через сезон – сплющило. Перекладывали, уже с трубой SDR 26 и в щебеночной обсыпке.
Для защиты кабелей часто используют технические трубы – они могут быть из вторичного сырья. Главное здесь – ровная внутренняя поверхность, чтобы не повредить изоляцию при протяжке, и достаточная кольцевая жесткость, чтобы выдержать давление грунта. Но и здесь не стоит брать самое дешевое – лопнувшая техническая труба под землей может привести к намоканию кабеля и дорогостоящим ремонтным работам.
В заключение скажу так: мир ПНД HDPE труб и фитингов – это не мир простых пластиковых изделий. Это инженерная система, где успех определяется вниманием к деталям: к происхождению сырья, к технологической дисциплине на производстве (как у тех, кто, подобно компании с сайта andgsm.ru, держит под контролем полный цикл), к правилам монтажа и даже к условиям хранения. Доверяй, но проверяй каждый этап – этот принцип здесь работает на все сто. И помни, что сэкономленный рубль на фитинге может обернуться тысячами на устранении аварии. Работать с полиэтиленом – значит принимать эту ответственность.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Высокоударопрочная электромонтажная труба из UPVC
Высокоударопрочная электромонтажная труба из UPVC -
 Муниципальные газопроводные трубы
Муниципальные газопроводные трубы -
 Труба для орошения из полиэтилена марки PE100
Труба для орошения из полиэтилена марки PE100 -
 Труба для микроорошения из ПНД со щелевыми эмиттерами
Труба для микроорошения из ПНД со щелевыми эмиттерами -
 Сельскохозяйственные ирригационные трубы
Сельскохозяйственные ирригационные трубы -
 Труба из АБС со сплошной стенкой
Труба из АБС со сплошной стенкой -
 Композитная труба PN2.0MPa
Композитная труба PN2.0MPa -
 Химически стойкая канализационная труба из VC-U
Химически стойкая канализационная труба из VC-U -
 Труба для защиты кабелей из АБС
Труба для защиты кабелей из АБС -
 Полиэтиленовая труба для дегазации угольных шахт (ПЭ-КВ)
Полиэтиленовая труба для дегазации угольных шахт (ПЭ-КВ) -
 Двухслойная труба с осевыми пустотами в стенке из PVC
Двухслойная труба с осевыми пустотами в стенке из PVC -
 Бестраншейная проходка силового кабеля с использованием ПНД-труб
Бестраншейная проходка силового кабеля с использованием ПНД-труб









