
Продукция



-
Двухслойная гофрированная труба из ПНД для защиты кабеля
-
Наземные трубопроводы для горнодобывающих предприятий
-

Труба для защиты кабелей из ПНД марки PE63
-

Труба из АБС-пластика для транспортировки морской воды
-

Высокоударопрочная электромонтажная труба из UPVC
-

Гофрированная труба из PVC
-

Водопроводная труба из модифицированного высокоударопрочного PVC-M
-

Труба для орошения из полиэтилена марки PE100
-

Труба химически стойкая из АБС
-

Силовая труба из MPP
-

Труба для силовых кабелей из хлорированного CPVC
-
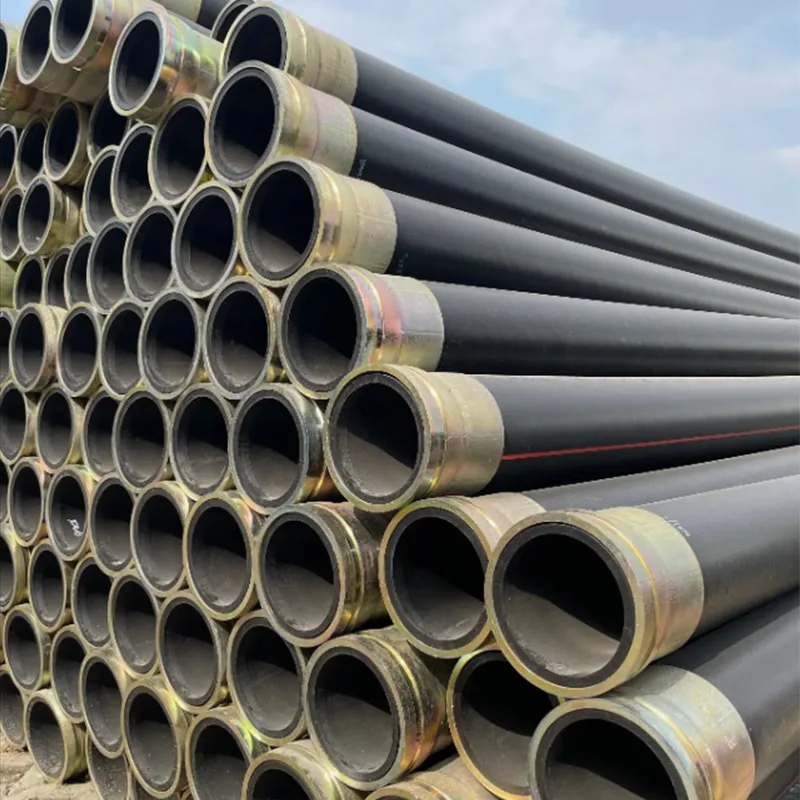
Химически стойкая труба с футеровкой из ПНД
-

Бестраншейная гофрированная электромонтажная труба
-

Промышленные композитные трубы
-

Труба для водоснабжения из HDPE PN2,0/PN2,5 (давление 2.0/2.5 МПа)
-
Труба для телекоммуникационных кабелей из двуосноориентированного PVC-О

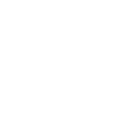
Двухслойная гофрированная труба из ПНД для силовых кабелей
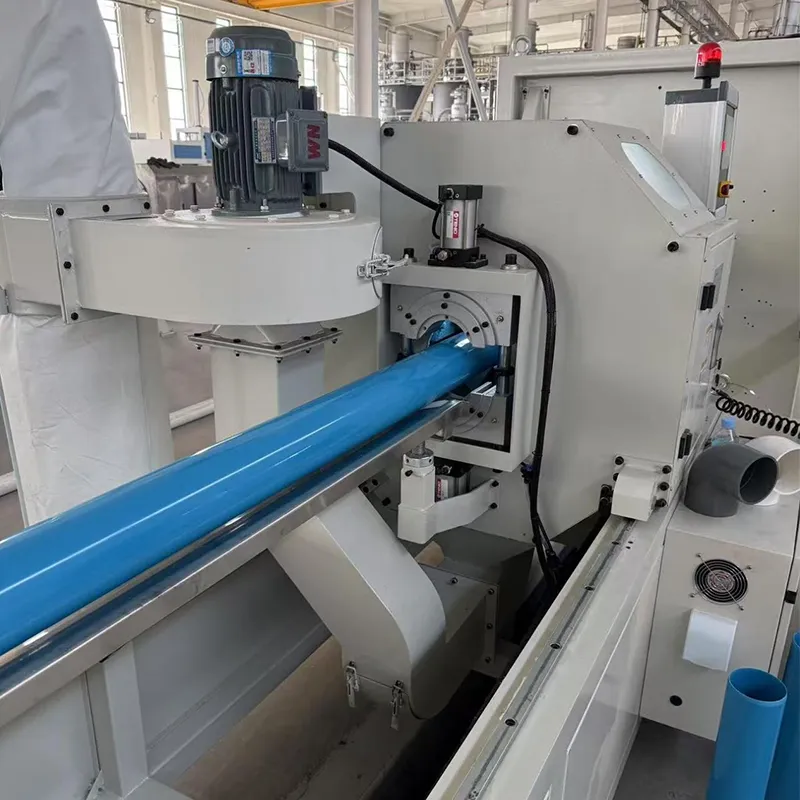
Схема производственного процесса (Технологическая цепочка) Производство осуществляется методом одновременной коэкструзии и вакуумного формования на автоматизированной линии. Краткая блок-схема процесса: Подготовка сырья (ПЭ-гранулы PE100 + добавки)→Загрузка в экструдеры (2 шт.)→Плавление и г...
Описание
маркер
Схема производственного процесса (Технологическая цепочка)
Производство осуществляется методом одновременной коэкструзии и вакуумного формования на автоматизированной линии. Краткая блок-схема процесса:
Подготовка сырья (ПЭ-гранулы PE100 + добавки)→Загрузка в экструдеры (2 шт.)→Плавление и гомогенизация
→Коэкструзия через двойную головку(формирование двух слоёв)→Вакуумное формование наружного гофрированного слоя→Калибровка внутреннего гладкого слоя→Охлаждение в ванне→Нанесение маркировки→Резка на мерные длины→Контроль качества→Упаковка
Ключевой этап — одновременное формирование двух стенок: наружной (гофрированной для жёсткости) и внутренней (гладкой для лёгкой протяжки кабеля).
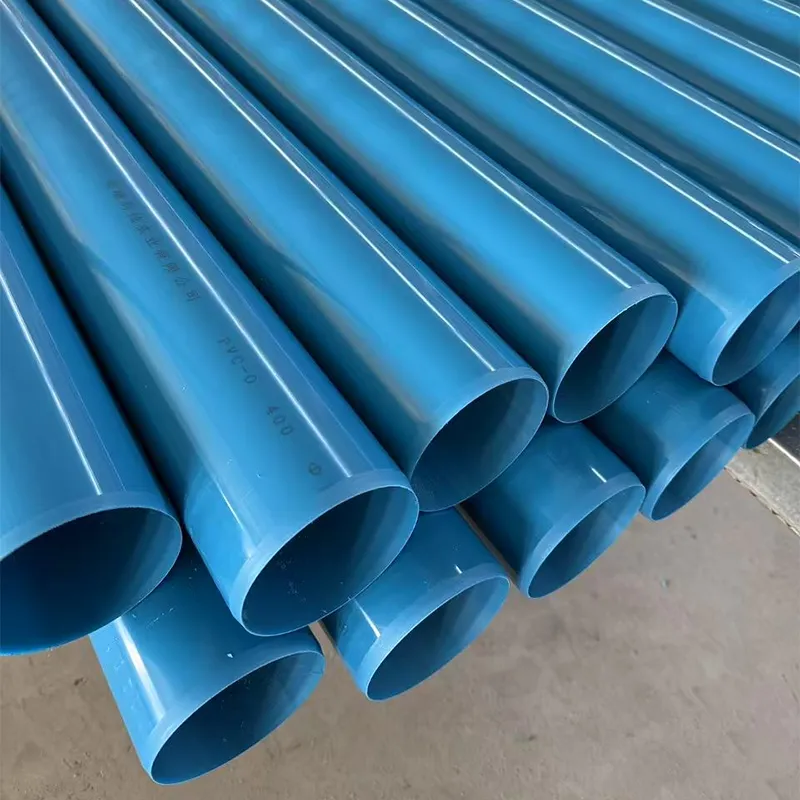
Основное применение
1.Городские электросети:Прокладка и защита силовых кабелей 0,4-35 кВ под дорогами, тротуарами, в жилых районах.
2.Промышленные объекты: Кабельные трассы на предприятиях, подстанциях, в промзонах.
3.Бестраншейная прокладка (ГНБ): Идеальна для протяжки под препятствиями (автомагистрали, реки) благодаря высокой кольцевой жёсткости и гибкости.
4.Реконструкция сетей: Используется как защитный футляр для старых кабелей или для замены изношенных трубопроводов.
5.Объекты инфраструктуры: Аэропорты, вокзалы, стадионы.
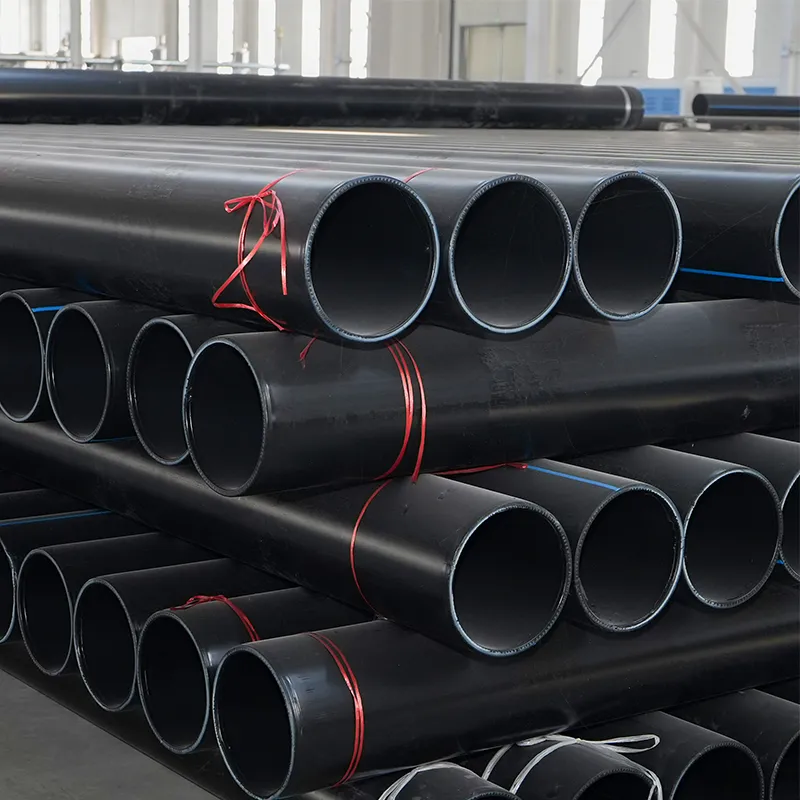
Основные размеры и толщина стенок (согласно ГОСТ Р 54475-2011 / ТУ)
Типовые номинальные наружные диаметры (DN/OD) и соответствующие им минимальные толщины стенок:
Важно: Толщина наружного гофрированного слоя может быть значительно больше для обеспечения заявленной жёсткости. Стандартная длина отрезков — 6 или 12 метров. Продукция отличается высокой стойкостью к ударам, химическим веществам и имеет срок службы более 50 лет.
связаться с нами
Сопутствующие популярные продукты

Труба для бестраншейной прокладки кабеля из ПНД
Применение: Специально разработана для современных методов прокладки коммуникаций без вскрытия гр...
Водопроводная труба из двуосноориентированного PVC-O
Технология производства Производство PVC-O труб — это двухэтапный процесс, который коренным образ...
Труба для водоснабжения из HDPE PN2,0/PN2,5 (давление 2.0/2.5 МПа)
Описание материала Данная труба изготовлена из полиэтилена высокой плотности (ПЭВП/HDPE), относящ...
Полиэтиленовая труба для дегазации угольных шахт (ПЭ-КВ)
Информация о продукции: Специализированная труба, изготовленная из высокомолекулярного полиэтилен...
Бытовые/промышленные газовые трубы
Область применения (Сфера использования) 1.Гражданское назначение:Наружные распределительные сети...

Труба для защиты кабелей из АБС
Основные характеристики: 1.Материал: АБС-пластик (акрилонитрилбутадиенстирол). 2.Конструкция: Как...

Бестраншейная проходка силового кабеля с использованием ПНД-труб
Рекламный слоган: HDPE-трубы для бестраншейной прокладки кабеля: Надёжно, быстро, без разрушений!...
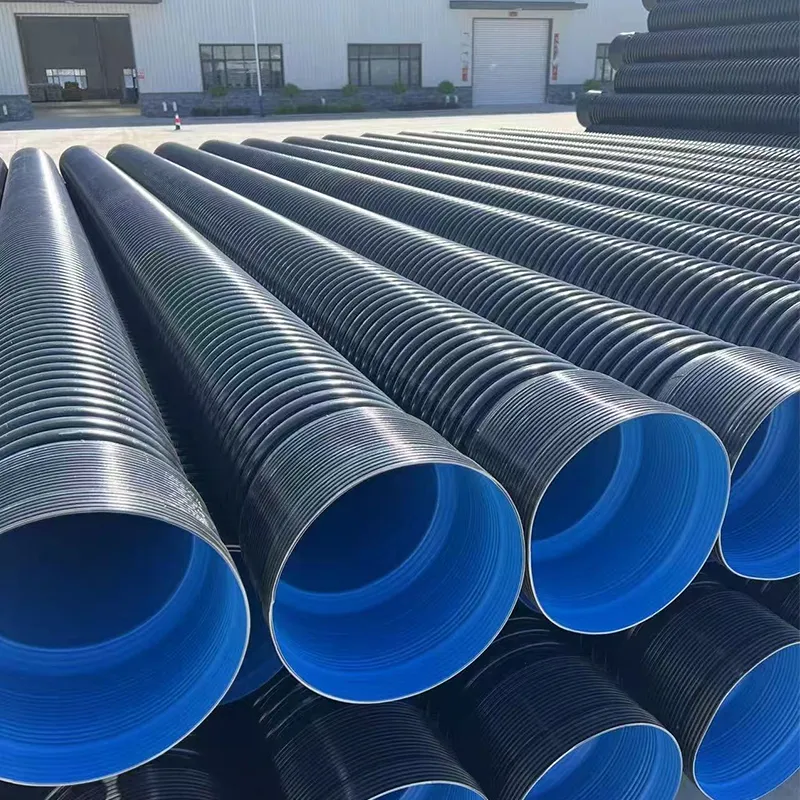
Наземные трубопроводы для горнодобывающих предприятий
Информация о продукции: Специализированные трубные системы, предназначенные для эксплуатации в тя...
Силовая труба из MPP
Назначение: Труба предназначена для бестраншейной прокладки силовых кабельных линий методом гориз...

Стандартная гофрированная электромонтажная труба из MPP
Ключевые характеристики: 1.Материал: Модифицированный полипропилен (MPP), отличающийся высокой пр...

Многоканальная труба из PVC
Область применения Данная конструкция специально разработана для прокладки и защиты кабельных лин...

Труба для прямозакладываемой прокладки кабелей из MPP (стандартная)
Основные параметры: 1.Материал: Модифицированный полипропилен (MPP) 2.Метод про...

Труба для водоснабжения из HDPE марки PE100
Характеристики продукции Трубы для водоснабжения из ПЭВП (HDPE) — это трубные системы, изготовлен...
Гофрированная труба из PVC
Главный рекламный слоган: «Гибкость к грунту – жёсткость к нагрузкам. Надёжный дренаж на десятил...
Труба химически стойкая из АБС
Технические параметры: 1.Материал: Специальный состав АБС-пластика (акрилонитрилбутадиенстирол) с...
Подземная шахтная труба из ПНД
Информация о продукции: Специализированные трубы из полиэтилена высокой плотности (ПНД), разработ...









