
Армированная композитная труба из полиэтилена
Когда слышишь ?армированная композитная труба из полиэтилена?, многие сразу представляют себе просто более прочную ПЭ трубу. Вот в этом и кроется первый, и довольно распространённый, просчёт. Это не просто модификация, это принципиально иной продукт, система, где полиэтилен и армирующий материал работают в связке, компенсируя недостатки друг друга. Часто заказчики, особенно на старте проектов, фокусируются только на кольцевой жёсткости или давлении, упуская из виду вопросы долговременной прочности, поведения при температурных перепадах или, скажем, совместимости с традиционными методами монтажа. Сам через это проходил, когда лет десять назад только начал сталкиваться с этими изделиями на практике.
Из чего складывается ?композит? на деле
Если отбросить маркетинг, то ключевое здесь — армирующий элемент. Видел разные варианты: стеклопластиковая оплётка, арамидные нити, даже металлическая сетка в ранних образцах. Но в современных армированных композитных трубах из полиэтилена для безнапорных и низконапорных систем чаще доминирует именно стеклопластик. Важно не то, что он там есть, а как он интегрирован. Качественное сцепление между слоем ПЭ и армирующим слоем — это 90% успеха. Помню партию от одного поставщика, не буду называть, где при температурных испытаниях (+40°C...-15°C циклами) началось расслоение. Визуально труба была идеальна, но внутренний конфликт материалов привёл к микротрещинам в полиэтилене. Это был хороший, хотя и дорогой, урок о том, что проверять нужно не сертификаты, а реальное поведение в условиях, приближённых к будущей эксплуатации.
Именно поэтому сейчас при оценке продукта смотрю не только на паспортные данные по SDR или MRS (минимальная длительная прочность), но и на технологию производства. Экструзия с одновременной намоткой армирующего слоя под tension — это один уровень надёжности. А простое соединение двух готовых слоёв — совсем другой, и по цене, и по долговечности. Китайские производители, кстати, сильно продвинулись в этом направлении за последние 5-7 лет. Например, на ООО Хэбэй Аньдуань Технологии Индастриз (andgsm.ru) в своё время обратил внимание именно из-за их акцента на автоматизированных линиях co-extrusion для подобных композитных решений. В их описании как раз указано про полный спектр, включая композитные материалы, что намекает на глубокую проработку именно совместимости компонентов, а не просто сборку.
Толщина и угол намотки армирующего слоя — это отдельная тема для разговора за чашкой кофе. Для напорных канализационных коллекторов, скажем, нужен один подход, для защиты кабельных каналов в грунтах с сезонными подвижками — другой. Частая ошибка — применять трубу с ?максимальным? армированием везде, где есть хоть намёк на нагрузку. Это ведёт к неоправданному удорожанию и излишней жёсткости, которая в некоторых условиях может быть даже вредна. Нужен баланс. Иногда достаточно лёгкой спиральной намотки, чтобы нивелировать главные риски.
Где она реально выручает, а где — лишняя трата
Опираясь на опыт, выделил бы три основных сценария, где армированная полиэтиленовая труба не просто опция, а необходимость. Первое — это прокладка в проблемных грунтах. Нестабильные, пучинистые, с включениями скальных пород. Обычная двустенная гофрированная труба может не выдержать локальных точечных нагрузок, а вот композит с правильно подобранным армированием перераспределяет напряжение. Участвовал в проекте подъездной дороги к складу, где из-за тяжёлой техники и слабого грунта была серьёзная проблема с деформацией кабельных каналов. Перешли на армированный вариант — инциденты сошли на нет.
Второе — длинные безнапорные выпуски, где важна не столько кольцевая жёсткость, сколько продольная устойчивость. Например, ливневая канализация на участках с уклоном. Тут армирование предотвращает ?вытягивание? и деформацию стыков. И третье — это агрессивные среды. Сам полиэтилен устойчив, но если речь о комбинации химического воздействия и механической нагрузки, армирующий слой из инертного стеклопластика становится страховкой от непредвиденного снижения прочности основного тела трубы.
А вот где её часто ставят зря — так это в стандартных условиях для обычной канализации или дренажа на частных участках с нормальным грунтом. Переплата может достигать 30-40%, а преимущества будут просто не реализованы. Видел сметы, где проектировщики, перестраховываясь, закладывали композит везде. После технико-экономического обоснования объём её применения сокращали в разы, сохраняя только на критичных участках.
Монтаж и стыковка: тонкости, о которых не пишут в инструкциях
Казалось бы, полиэтилен есть полиэтилен, и монтаж должен быть стандартным — раструбные соединения, муфты, сварка встык. Но с армированными трубами есть нюансы. Самый главный — подготовка торца при стыковой сварке. Если армирующий слой расположен близко к поверхности, его необходимо аккуратно зачистить на участке контакта терморезисторных муфт или при сварке встык. Иначе армирующий материал, попав в зону сплавления, создаст непрочное включение. Был случай на монтаже напорного трубопровода, когда бригада, привыкшая работать с чистыми ПЭ100, проигнорировала эту процедуру. Через полгода на одном из стыков пошла течь именно по границе такого включения.
Второй момент — гибкость. Несмотря на армирование, такие трубы часто сохраняют достаточную гибкость для укладки с определённым радиусом. Но этот радиус нужно уточнять у производителя для конкретной марки! Универсальных цифр нет. Однажды пришлось экстренно менять трассировку на объекте, потому что заложенный в проект радиус из общих соображений оказался меньше минимально допустимого для использованной конкретной трубы. Производитель, кстати, был ООО Хэбэй Аньдуань Технологии Индастриз, и их техотдел тогда оперативно предоставил точные расчётные таблицы по гибкости для разных DN, что спасло ситуацию. Это показатель серьёзного подхода.
И третье — это фитинги. Идеально, когда используется система одного производителя: труба и фитинги. Потому что даже небольшие отклонения в химическом составе полиэтилена или в коэффициенте линейного расширения могут сказаться на долговечности соединения. Для ответственных участков я всегда настаиваю на этом. Компании, которые, как Аньдуань, позиционируют себя как производитель полного спектра, включая фитинги, имеют здесь преимущество — они несут ответственность за систему в сборе.
Цена вопроса и что за ней стоит
Стоимость погонного метра — всегда болезненный вопрос для заказчика. Армированная труба дороже. Но важно объяснять, из чего складывается эта разница. Это не ?накрутка за бренд?. Это стоимость более сложного производственного процесса (две и более экструзионных головки, система точной намотки), более дорогих сырьевых компонентов (качественный стеклопластик, специальные марки ПЭ для обеспечения адгезии), и, как правило, более строгого контроля на выходе. Если разница в цене между обычной двустенной и армированной минимальна — это повод насторожиться. Значит, где-то сэкономили: либо на толщине армирующего слоя, либо на его качестве, либо на основном полимере.
В долгосрочной перспективе, на объектах со сроком службы от 20 лет, эта переплата часто окупается за счёт снижения рисков ремонта и простоев. Но чтобы это посчитать, нужны не абстрактные данные, а конкретные технические условия от производителя: кривые длительной прочности именно для композитной структуры, данные по стойкости к стресс-коррозии, гарантированный срок службы в определённых условиях. Требуйте эти документы. Настоящий производитель, такой как национальное высокотехнологичное предприятие, специализирующееся на исследованиях и разработке, как указано в профиле ООО Хэбэй Аньдуань Технологии Индастриз, обычно готов их предоставить, потому что их продукция как раз и создавалась с оглядкой на эти параметры.
Иногда экономия лежит в другом — в оптимизации самой конструкции. Бывает, что вместо сплошного армирования по всей длине достаточно использовать армированные композитные трубы из полиэтилена только на участках повышенного риска, а на остальной трассе обойтись стандартными решениями. Такой комбинированный подход требует от инженера более глубокого анализа, но итоговая экономия для проекта может быть существенной без потери надёжности.
Взгляд вперёд: куда движется технология
Судя по тому, что вижу на выставках и в технической литературе, будущее — за интеллектуализацией самого армирования. Речь не об ?умных трубах?, а о более точном, зонированном армировании. Уже появляются образцы, где плотность и угол намотки меняются по длине трубы в зависимости от расчётных нагрузок на разных участках будущей прокладки. Это следующий уровень эффективности использования материала и, потенциально, снижения веса.
Ещё одно направление — это интеграция в структуру трубы датчиков деформации (оптоволоконных, например) прямо в процессе производства. Для критически важных магистралей это может дать непрерывный мониторинг состояния в реальном времени. Пока это дорого и больше пилотные проекты, но технологический задел создаётся. Крупные производители с серьёзными R&D-отделами, вроде упомянутой компании с её 30 передовыми линиями, наверняка уже ведут такие разработки.
И последнее — экология. Вопрос утилизации композитных материалов стоит острее, чем у чистого полиэтилена. Над этим тоже работают: ищут способы сделать армирующий слой из материалов, совместимых с переработкой основного ПЭ, или разрабатывают технологии разделения слоёв. Это уже не вопрос сиюминутной прочности, а вопрос жизненного цикла продукта, и его тоже скоро будут активно учитывать при выборе. Так что, выбирая армированную трубу сегодня, есть смысл поинтересоваться у поставщика, что он думает на этот счёт. Это покажет, насколько производитель смотрит вперёд.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Труба для орошения из полиэтилена высокой плотности
Труба для орошения из полиэтилена высокой плотности -
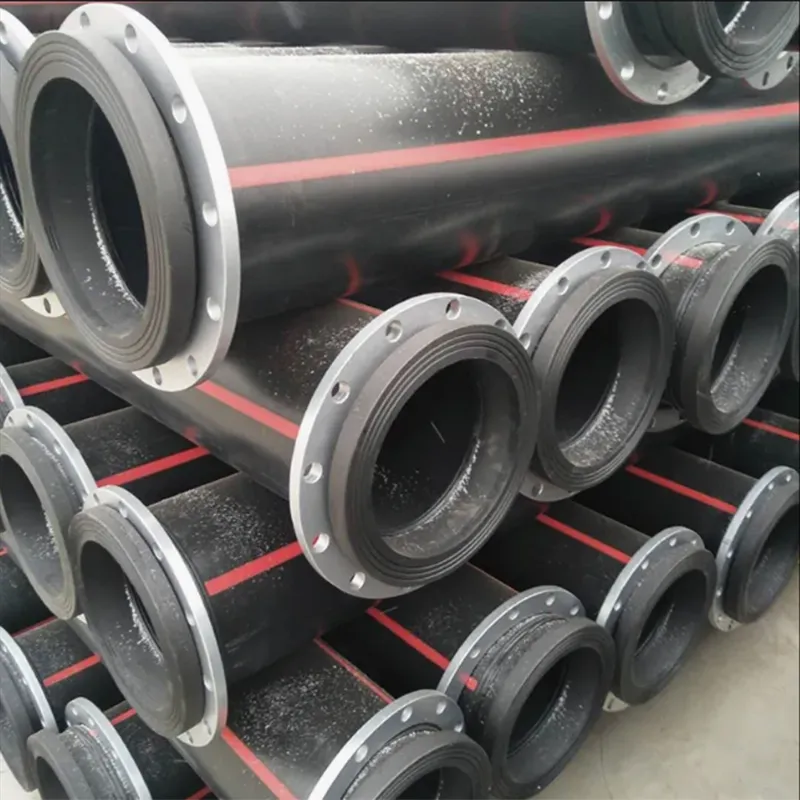
 Труба химически стойкая усиленная с утолщённой стенкой из ПНД
Труба химически стойкая усиленная с утолщённой стенкой из ПНД -
 Силиконизированная ПНД-труба для информационных сетей
Силиконизированная ПНД-труба для информационных сетей -
 Муниципальные газопроводные трубы
Муниципальные газопроводные трубы -
 Сельскохозяйственные ирригационные трубы
Сельскохозяйственные ирригационные трубы -
 Усиленная труба для прокладки кабелей из MPP
Усиленная труба для прокладки кабелей из MPP -
 Муниципальная труба для ливневой и хозяйственно-бытовой канализации
Муниципальная труба для ливневой и хозяйственно-бытовой канализации -
 Труба для силовых кабелей из хлорированного CPVC
Труба для силовых кабелей из хлорированного CPVC -
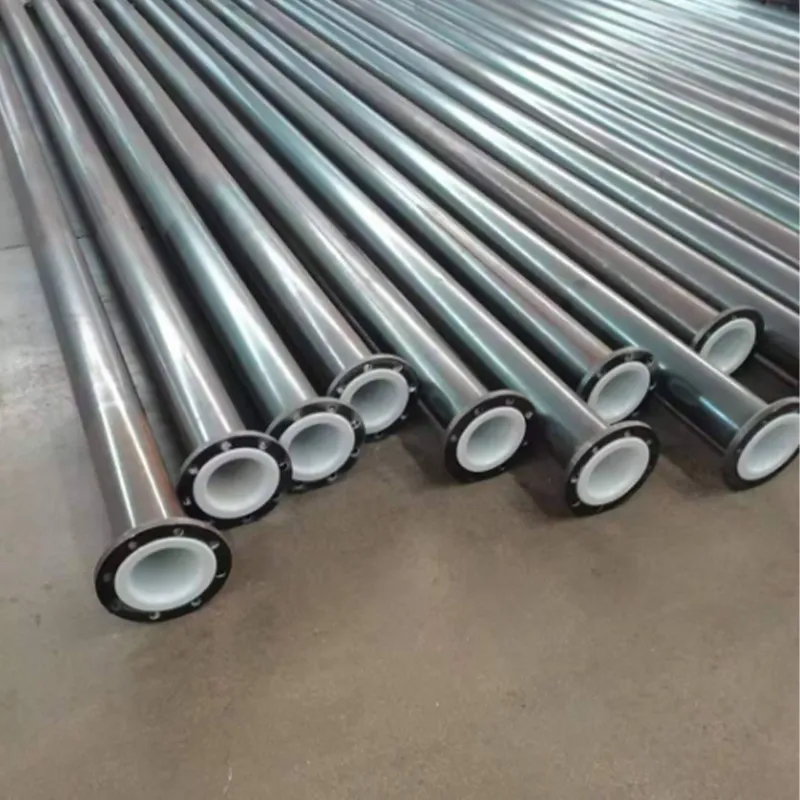 Химически стойкая труба с футеровкой из ПНД
Химически стойкая труба с футеровкой из ПНД -
 Двухслойная гофрированная труба из PVC-U
Двухслойная гофрированная труба из PVC-U -
 Дренажная труба из HDPE класса кольцевой жёсткости SN12,5
Дренажная труба из HDPE класса кольцевой жёсткости SN12,5 -
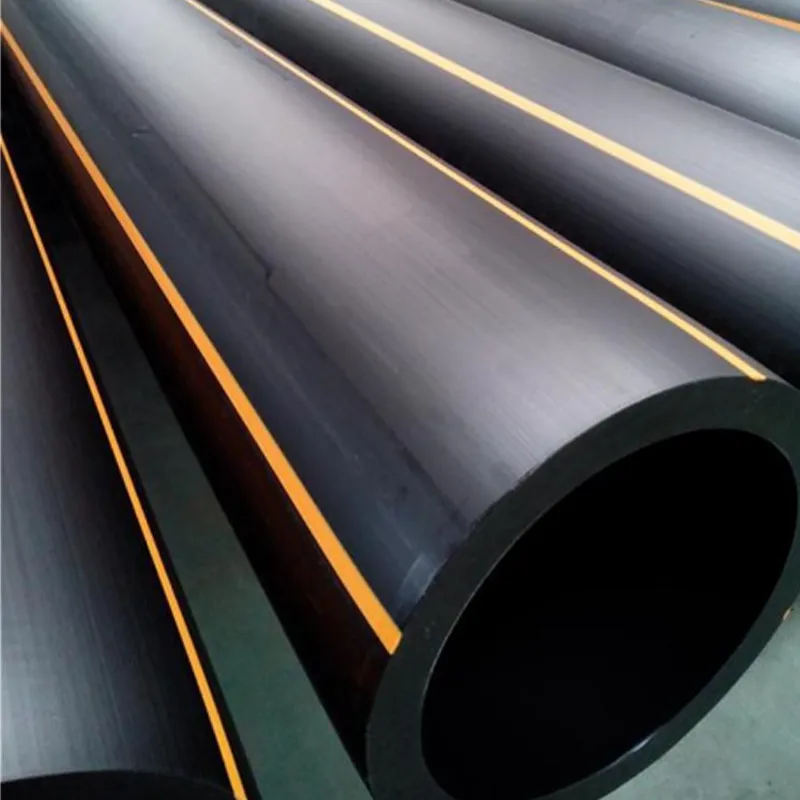
 Труба для орошения из полиэтилена марки PE100
Труба для орошения из полиэтилена марки PE100
Связанный поиск
Связанный поиск- Садовые/муниципальные ирригационные трубы
- Труба из ПЭ 100 (полиэтилена PE100)
- Электромонтажная труба для силовых кабелей из PVC
- труба пнд канализационная гофрированная
- Газовая труба из HDPE со сплошной стенкой
- Композитная труба PN2,0 (рабочее давление 2.0 МПа)
- труба pvc sn8
- Водопроводная труба из модифицированного высокоударопрочного PVC-M
- Решетчатая труба из PVC
- Труба питьевого водоснабжения из двуосноориентированного PVC-O









