
Продукция



-

Бестраншейная проходная/протяжная труба из MPP
-

Водопроводная труба из непластифицированногоPVC-U
-

Армированная стальной сеткой полиэтиленовая труба для отвода метана в угольных шахтах (ССПЭ-КВ)
-

Прокладочные трубы из ПНД со сплошной стенкой
-

Труба для орошения из полиэтилена марки PE100
-
Огнестойкая шахтная труба из ПНД
-

Бестраншейная проходка силового кабеля с использованием ПНД-труб
-

Водопроводная труба из модифицированного высокоударопрочного PVC-M
-

Труба для микроорошения из ПНД со щелевыми эмиттерами
-
Муниципальная силовая труба из ПНД
-

Стандартная гофрированная электромонтажная труба из MPP
-

Труба химически стойкая усиленная с утолщённой стенкой из ПНД
-

Санитарно-технические трубы из АБС для водоснабжения
-

Труба из АБС-пластика для транспортировки морской воды
-

Дренажная труба из HDPE класса кольцевой жёсткости SN12,5
-

Труба для водоснабжения из HDPE с монолитной стенкой

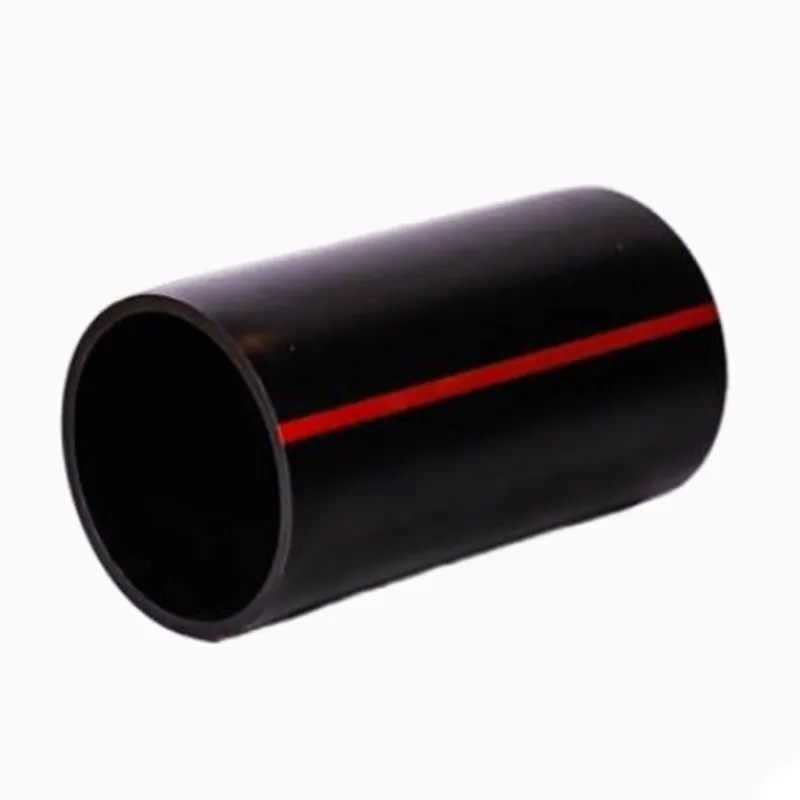
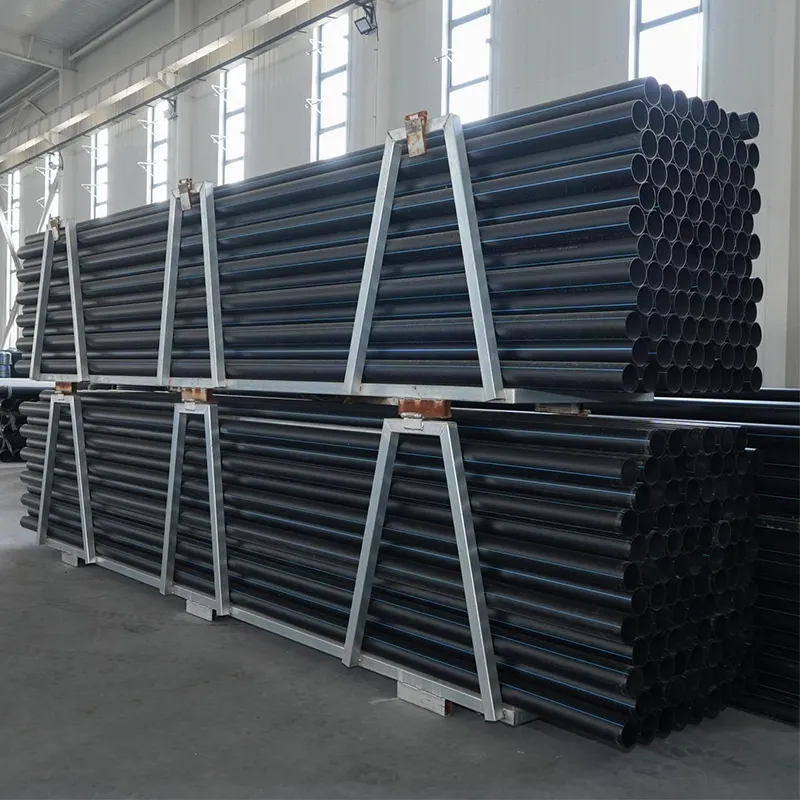
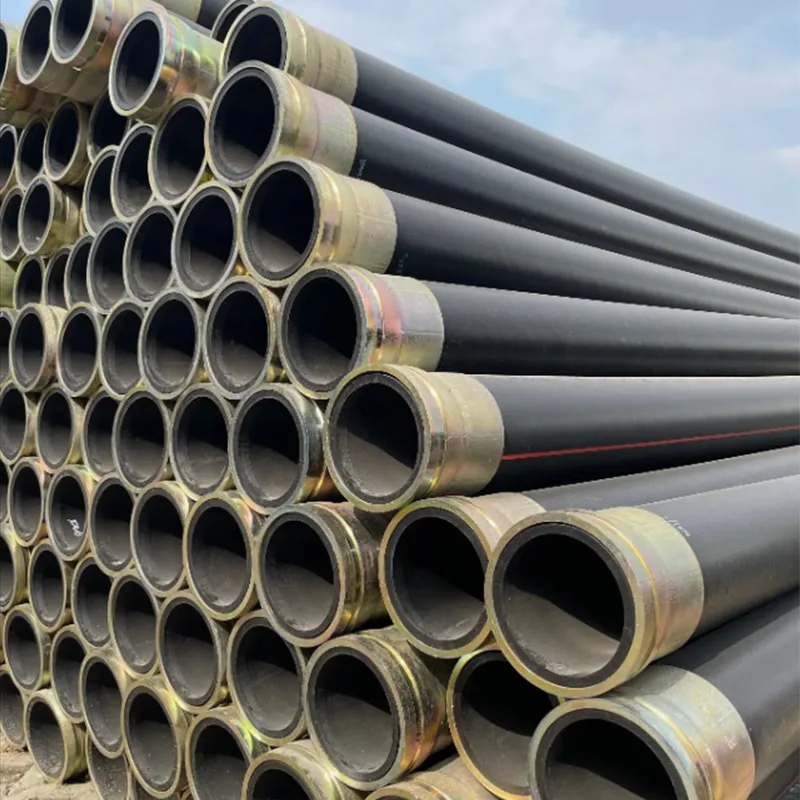
Бухта специальная для газовых труб из HDPE
Монтаж (Использование и установка) 1.Подготовка:Раскатка бухты вдоль подготовленной траншеи или трассы ГНБ. Запрещено создавать крутые перегибы и волочение трубы по абразивным поверхностям. 2.Выпрямление и кондиционирование:После раскатки трубе дают отлежаться (1-24 часа в зависимости от темпе...
Описание
маркер
Монтаж (Использование и установка)
1.Подготовка:Раскатка бухты вдоль подготовленной траншеи или трассы ГНБ. Запрещено создавать крутые перегибы и волочение трубы по абразивным поверхностям.
2.Выпрямление и кондиционирование:После раскатки трубе дают отлежаться (1-24 часа в зависимости от температуры) для снятия напряжения и выпрямления «эффекта памяти».
3.Соединение:
(1).С торцевой трубой или арматурой:Применяется стыковая сварка. Торец бухтовой трубы и соединяемого элемента должны быть ровно отрезаны и очищены.
(2).Сварка «бухта-бухта»:Не рекомендуется; между бухтами следует использовать мерный отрезок трубы для обеспечения качественного монтажа.
(3).Электромуфтовая сварка:Для подключения отводов, врезок, запорной арматуры.
4.Укладка:Плавная укладка в траншею на песчаную подушку без натяжения. Минимальный радиус изгиба — не менее 25 наружных диаметров трубы.
5.Засыпка и испытания:Послойная засыпка песком, затем грунтом. Обязательные предпусковые испытания на герметичность и прочность.
Контроль качества (Quality Control)
Контроль осуществляется на всех этапах — от производства до ввода в эксплуатацию.
1.Входной контроль (производство):Проверка сертификатов на гранулы PE100 для газа, соответствие требованиям ГОСТ Р 50838.
2.Производственный контроль:
(1).Непрерывный мониторинг геометрии (диаметр, овальность, толщина стенки).
(2).Контроль цветовой маркировки (жёлтый цвет/полосы).
(3).Гидравлические испытания выборочных участков из каждой партии.
3.Контроль при поставке:Каждая бухта сопровождается паспортом с указанием номера партии, даты, параметров, результатов заводских испытаний.
4.Контроль на объекте (монтаж):
(1).Визуальный осмотр на наличие дефектов.
(2).Контроль параметров сварки:Температура, давление, время для стыковых и электромуфтовых соединений.
(3).Неразрушающий контроль сварных стыков:Выборочное ультразвуковое тестирование или контроль методом расплавленного грата.
5.Приёмочные испытания:Обязательные испытания готового участка газопровода избыточным давлением(например, в 1.5 раза выше рабочего) в течение времени, указанного в нормах (СП 62.13330).
Строгое соблюдение процедур монтажа и многоуровневый контроль гарантируют герметичность, прочность и безопасный срок службы газопровода на протяжении более 50 лет.
связаться с нами
Сопутствующие популярные продукты

Дренажная труба из АБС
Материал и конструктивные особенности: Основной материал — ударопрочный АБС-пластик (акрилонитрил...
Наземные трубопроводы для горнодобывающих предприятий
Информация о продукции: Специализированные трубные системы, предназначенные для эксплуатации в тя...

Труба для силовых кабелей из хлорированного CPVC
Главный рекламный слоган: «Защита без компромиссов. Труба ХПВХ – огнестойкость и долговечность дл...
Огнестойкая шахтная труба из ПНД
Информация о продукции: Специализированная труба, изготовленная из полиэтилена высокой плотности ...

Муниципальная труба для ливневой и хозяйственно-бытовой канализации
Труба дренажная из ПЭВП для ливневой/хозяйственно-бытовой канализации Ключевые области применения...

Бестраншейная гофрированная электромонтажная труба
Основные технические параметры: 1.Материал: Высокопрочный полиэтилен (PE) или модифицированный по...

Сельскохозяйственные ирригационные трубы
Основные сферы применения Сельскохозяйственные ирригационные трубы являются ключевым элементом со...

Труба силовая из полиэтилена высокой плотности марки PE100
Основные технические параметры (Технические характеристики) 1.Материал:Полиэтилен марки ПЭ 100 (P...
Бестраншейная проходка силового кабеля с использованием ПНД-труб
Рекламный слоган: HDPE-трубы для бестраншейной прокладки кабеля: Надёжно, быстро, без разрушений!...

Труба для бестраншейной прокладки кабеля из ПНД
Применение: Специально разработана для современных методов прокладки коммуникаций без вскрытия гр...
Муниципальная силовая труба из ПНД
Специальное применение: Помимо стандартного использования в городских электросетях, данная труба ...

Двухслойная гофрированная труба из HDPE
Основной процесс: 1.Совместная экструзия: Два экструдера одновременно подают расплав ПЭВП: один –...

Санитарная композитная труба из полиэтилена
Слоган для рекламы: «Труба санитарно-техническая композитная из PE: Надёжность, безопасность и ко...

Огнестойкая гофрированная электромонтажная труба из MPP
Технические параметры (Характеристики): 1.Материал: Модифицированный полипропилен (МПП) с огнеза...
Труба для микроорошения из ПНД со щелевыми эмиттерами
Специализированное применение Данная лента предназначена для прецизионного капельного орошения в ...

Труба для телекоммуникационных кабелей из UPVC
Сферы применения: Труба из непластифицированного ПВХ (НПВХ) предназначена для защитной прокладки ...









