
Продукция



-

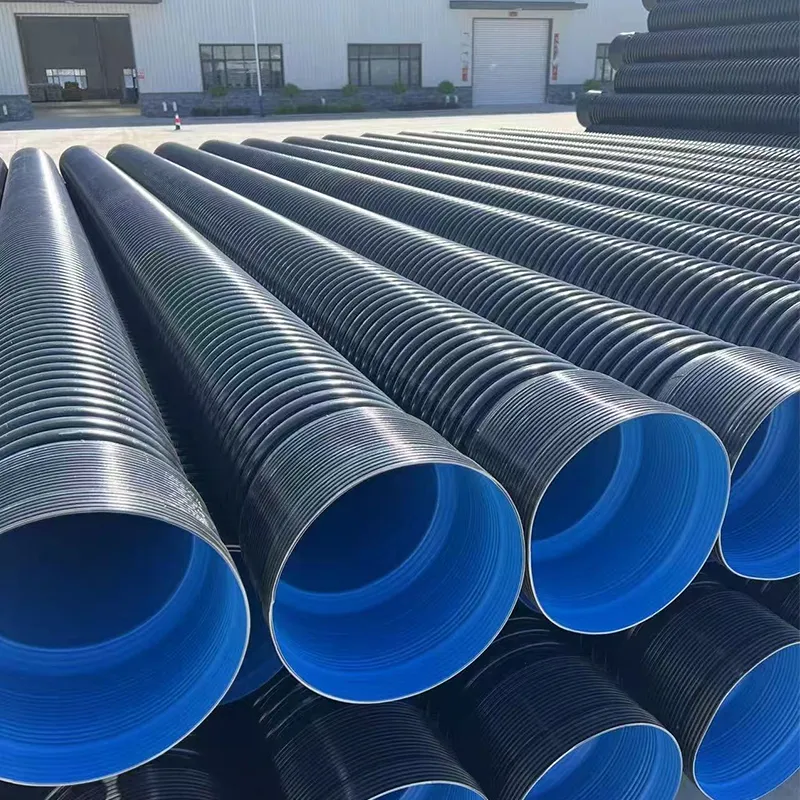
Труба из HDPE со спирально-навивной пустотелой стенкой
-
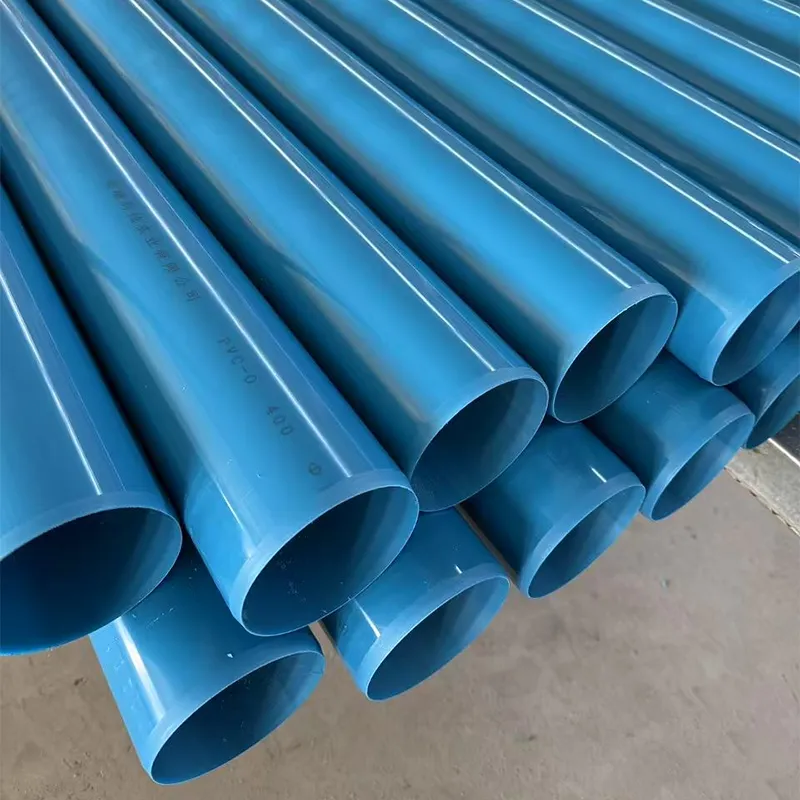
Водопроводная труба из двуосноориентированного PVC-O
-
Композитная труба на основе HDPE марки PE100
-

Труба для орошения из полиэтилена марки PE100
-

Промышленные композитные трубы
-

Дренажная труба из HDPE класса кольцевой жёсткости SN12,5
-

Садовые/муниципальные ирригационные трубы
-

Труба для бестраншейной прокладки кабеля из ПНД
-

Труба для орошения из полиэтилена высокой плотности
-

Бестраншейная проходная/протяжная труба из MPP
-
Двухслойная гофрированная труба из ПНД для защиты кабеля
-

Силиконизированная ПНД-труба для информационных сетей
-
Химически стойкая труба марки PE100
-

Дренажная труба из HDPE с монолитной стенкой
-

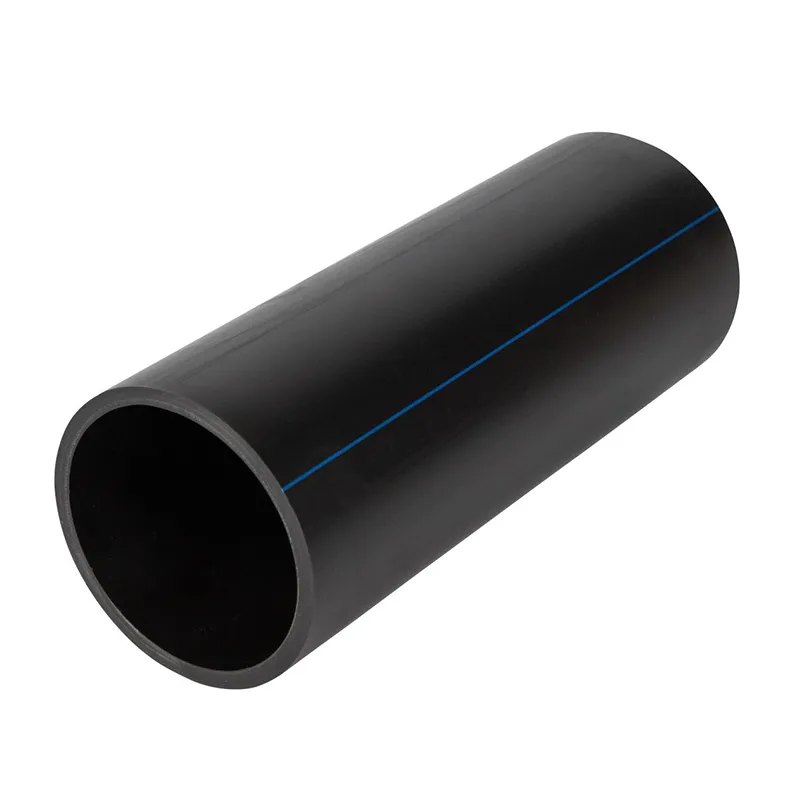
Труба для водоснабжения из HDPE марки PE100
-

Труба для телекоммуникационных кабелей из UPVC

Бестраншейная гофрированная электромонтажная труба
Основные технические параметры: 1.Материал: Высокопрочный полиэтилен (PE) или модифицированный полипропилен (MPP), обладающий высокой стойкостью к растяжению, ударам и истиранию. 2.Прочность и гибкость: Конструкция с двойными стенками (гладкая внутренняя и гофрированная внешняя) обеспечивает в...
Описание
маркер
Основные технические параметры:
1.Материал: Высокопрочный полиэтилен (PE) или модифицированный полипропилен (MPP), обладающий высокой стойкостью к растяжению, ударам и истиранию.
2.Прочность и гибкость: Конструкция с двойными стенками (гладкая внутренняя и гофрированная внешняя) обеспечивает высокую кольцевую жесткость для сопротивления нагрузкам грунта и отличную гибкость для прокладки по извилистым трассам.
3.Способы прокладки: Предназначена для метода горизонтально-направленного бурения (ГНБ), продавливания или протяжки.
4.Диаметр: Стандартный диапазон наружных диаметров (OD) от 40 мм до 250 мм.
5.Длина: Поставляется в бухтах или прямых отрезках большой длины (до нескольких сотен метров), что минимизирует стыки при бестраншейной протяжке.
6.Соединение: Трубы соединяются с помощью термостойких муфт или методом стыковой сварки, образуя герметичную и прочную линию.
7.Устойчивость: Обладает химической стойкостью, влагонепроницаемостью и долгим сроком службы.
Производственный процесс:
Производство осуществляется методом соэкструзии на автоматизированных линиях.
1.Экструзия: Два экструдера одновременно плавят и подают два разных материала: один для формирования гладкой внутренней стенки, другой — для гофрированной наружной.
2.Формование: Расплавленный материал поступает в коэкструзионную гофрированную головку, где под вакуумом и давлением формируется предварительная форма трубы с двойной стенкой.
3.Гофрирование и охлаждение: Заготовка проходит через систему вращающихся гофрирующих матриц, которые формируют наружную гофру. Одновременно внутренняя поверхность калибруется и охлаждается для создания гладкого канала.
4.Тянущее устройство и нарезка: Охлажденная труба протягивается через тянущее устройство, а затем наматывается в бухту или нарезается на мерные длины.
Контроль качества: На всех этапах проводится строгий контроль параметров: геометрии, прочности, герметичности и однородности материала.
связаться с нами
Сопутствующие популярные продукты

Труба для водоснабжения из HDPE PN2,0/PN2,5 (давление 2.0/2.5 МПа)
Описание материала Данная труба изготовлена из полиэтилена высокой плотности (ПЭВП/HDPE), относящ...

Химически стойкая канализационная труба из VC-U
Основные особенности и применение Труба VC-U (из непластифицированного поливинилхлорида) предназн...

Бухта специальная для газовых труб из HDPE
Монтаж (Использование и установка) 1.Подготовка:Раскатка бухты вдоль подготовленной траншеи или т...
Двухслойная гофрированная труба из ПНД для защиты кабеля
Данная труба представляет собой современную конструкцию, состоящую из двух соэкструдированных сло...
Огнестойкая газовая труба из HDPE
Основные технические параметры 1.Материал:ПЭ 100 (PE100) с антипиреновыми добавками. 2.Класс горю...
Дренажная труба из HDPE с монолитной стенкой
Система контроля качества 1.Контроль сырья (1).Использование первичного ПЭВП марки PE100/PE80 (2)...
Труба для водоснабжения из HDPE марки PE100
Характеристики продукции Трубы для водоснабжения из ПЭВП (HDPE) — это трубные системы, изготовлен...

Труба силовая из полиэтилена высокой плотности марки PE100
Основные технические параметры (Технические характеристики) 1.Материал:Полиэтилен марки ПЭ 100 (P...
Труба из HDPE со спирально-навивной пустотелой стенкой
Технологическая схема производства Сырьё (HDPE гранулы) ↓ Экструзия профиля → Формирование полого...

Стандартная гофрированная электромонтажная труба из MPP
Ключевые характеристики: 1.Материал: Модифицированный полипропилен (MPP), отличающийся высокой пр...
Подземная шахтная труба из ПНД
Информация о продукции: Специализированные трубы из полиэтилена высокой плотности (ПНД), разработ...

Двухслойная гофрированная труба из ПНД для силовых кабелей
Схема производственного процесса (Технологическая цепочка) Производство осуществляется методом од...

Гофрированная труба из PVC
Главный рекламный слоган: «Гибкость к грунту – жёсткость к нагрузкам. Надёжный дренаж на десятил...

Огнестойкая гофрированная электромонтажная труба из MPP
Технические параметры (Характеристики): 1.Материал: Модифицированный полипропилен (МПП) с огнеза...

Решетчатая труба из PVC
Технология производства Производство осуществляется методом одноэтапной экструзии: 1.Подготовка с...

Промышленная/квартальная дренажная труба
Ключевые сферы применения 1.Промышленность (1).Заводские территории: дренаж производственных площ...









